Какие бывают станки для гибки арматуры?
Арматуру используют при закладке фундамента, для уплотнения бетонных конструкций. Для использования арматуры необходимо её предварительно подготовить: нарезать на куски, сделать при необходимости сгиб. Именно сгиб прута является наиболее проблематичным и ответственным участком работ при подготовке арматуры. Для выполнения этого непростого задания существует станок для гибки арматуры, значительно облегчающий труд строителя.
Механический или ручной станок для гибки арматуры?
 Выпускаемые промышленностью гибочные станки для гибки арматуры можно разделить на две категории:
Выпускаемые промышленностью гибочные станки для гибки арматуры можно разделить на две категории:
- Автоматизированные и механические станки.
- Оборудование для выполнения гибочных операций ручным способом.
Существует множество станков для сгибания по видам работ и применению:
- оборудование, на котором можно гнуть арматуру из бухт;
- специализированные линии для сгиба арматуры;
- оборудование, предназначенное для кольцевого сгиба;
- электромеханические устройства различного назначения;
- ручной станок для гибки арматуры, имеющий широкий круг использования.
Перечисленное оборудование работает с арматурой определённого диаметра. У станков разная мощность и производительность. Скорость выполнения операций существенно различается, как и энергопотребление при работе.
Как приобрести станок для гибки арматуры? Цена и обзор производителей
 Для выполнения операций по сгибанию прута традиционно используется оборудование отечественных производителей. Иностранные компании постоянно ищут выход на наш рынок и предлагают свою продукцию. Наиболее известные зарубежными поставщиками считаются фирмы КМВ, Sima, предприятие KRB и компания KMU.
Для выполнения операций по сгибанию прута традиционно используется оборудование отечественных производителей. Иностранные компании постоянно ищут выход на наш рынок и предлагают свою продукцию. Наиболее известные зарубежными поставщиками считаются фирмы КМВ, Sima, предприятие KRB и компания KMU.
Станки работающие в автоматическом режиме наиболее востребованы в строительной отрасли. Они более продуктивны, могут совершать запрограммированные операции. Их используют для исправления кривизны прута, при необходимости автоматического сгибания и точной нарезке кусков. Также про правильно отрезной станок для арматуры и проволоки вы можете почитать тут. Необходимые размеры и угол кривизны задаётся компьютерной программой. Станок для гибки арматуры цена на который может меняться от его назначения и мощности, может стоить немного для ручных операций и значительную сумму в промышленном варианте.
Важно! Главное достоинство работы на автоматическом оборудовании – это работа под полным контролем компьютера, без применения физической силы. Оператору необходимо только следить за процессом и ходом работ.
Очень популярен ручной станок, с помощью которого сгибают арматуру. Его используют в строительной отрасли, в производстве ЖБИ, в работе с другими конструкциями из металла. О преимуществах ЖБИ для фундамента вы мотете почитать в этой статье. Важным его достоинством является вес: лёгкий инструмент можно оперативно переместить и работать с разными деталями. Это повышает производительность труда и позитивно сказывается на сроках выполнения работ.
Ручной гибочный станок выполнен на стальной раме, состоит из рабочей поверхности и редуктора. Гибочный диск защищён экраном, расположенным сверху. Пруты перемещаются обкатными валками, которые установлены на рабочей поверхности.
Гибочный станок для гибки арматуры своими руками
Самостоятельно изготовленный станок для гибки арматуры видео которого выложено в интернете, по конструкции относится к ручному оборудованию. Принцип работы тот же. Он изготавливается из подручных средств. При этом достигаются практически все необходимые характеристики промышленного ручного оборудования.
Обобщая, можно сказать, что стоимость и технические характеристики станков существенно отличаются в зависимости от производительности, типа исполнения и назначения. Их использование существенно ускоряет сроки выполнения работ, позволяя достигать высокого качества, прочности сгиба и соединения арматуры. Программируемые устройства делают операции особенно быстрыми и точными, хотя существенно отличаются в цене от ручных.
Обзор станков для гибки арматуры и схемы для сборки
Для вязки углов каркаса фундамента рекомендуется не использовать прямые арматурные прутья. Их загибают под углом 90 градусов с заходом на поперечную стену на расстояние до 80 см. Для сгибания применяют специальные приспособления — гибочные станки для арматуры или арматурогибы. Все виды таких устройств работают по одному принципу: прут помещают в промежуток, между упором и подвижным роликом (штырем). При вращении движущейся части механизма стержень изгибается в заданном направлении под нужным углом. Упорный ролик обеспечивает деформацию только на определенном участке, а не по всей длине. Свойства стали, из которой изготавливают арматурный прокат, таковы, что гнуть ее возможно до угла 90 градусов, затем металл теряет прочность.

Виды станков
Различают два вида станков для гибки арматуры:
- Ручные. Это сравнительно простые приспособления, не требующие подключения к электросети, работающие за счет приложения мускульной силы человека.
- Электромеханические. На таких гибочных станках механизм приводит в движение электрический привод.
Каждое устройство пригодно для арматуры определенного диаметра. Обычно его указывают в маркировке. Например, DR-12 — для прутьев толщиной до 12 мм, DR- 20 — до 20. У некоторых моделей арматурогибов этот размер измеряется в дюймах. При выборе необходимо учитывать так же масштаб предстоящей работы. В частном строительстве или для одноразового использования подойдет ручной, для больших объемов разумнее пользоваться электромеханическими аппаратами. В ассортименте многих производителей оборудования для обработки арматуры есть комбинированные конструкции для резки и гибки.
1. Ручные станки.
Материалом для ручных арматурогибов служит чаще всего легированная сталь. Приспособление состоит из опорного основания, закрепленного на нем рычага и роликов. На сварной плите, служащей основой, обычно имеются отверстия под болты для крепления к верстаку или столу. Перестановкой гибочных штырей станок настраивают на определенный диаметр прута. Некоторые варианты станков дополнены ограничителями угла сгиба и длины арматурного стержня. Эти детали обеспечивают точное изгибание.
Достоинства ручного гибочного станка:
- мобильность;
- небольшой вес;
- простота управления;
- независимость от источников электропитания.
Недостаток — низкая производительность труда.
| Марка | AFACAN 12Е (до 10 мм) | Stalex DR-12 | Stalex DR-25 | Stalex DR-16 | МИСОМ СО-350 (25 мм) | МИСОМ СО-350 (20 мм) | REKON 026052 |
| Цена, рубли | 2500 | 4500 | 15000 | 5000 | 25100 | 16350 | 35031 |

2. Электромеханические станки.
Основная часть электрического станка — диск с двумя гибочными штырями: центральным и изгибающим. Механический арматурогиб способен изгибать одновременно несколько прутьев. При нажатии на педаль или другой выключатель диск начинает вращаться по часовой стрелке и приводит в движение механизм. Управляют аппаратом вручную или с помощью автоматики: кнопками или педалью дистанционного управления. Согнуть прут электромеханическим гибочным станком возможно в любую сторону под углами от 5 до 180 градусов без существенной потери прочности. Угол сгиба регулируется стопором.
Механические станки имеют сравнительно большие габариты и вес. Есть два их вида — мобильные и стационарные. Передвижные используют непосредственно на строительном участке под навесом, стационарные применяют на производстве, их крепят к полу анкерными болтами. К станку подводят электрокабель, заземление, вытяжную вентиляцию. На некоторых моделях есть специальные отверстия, с помощью которых станок перемещают по цеху или строительной площадке краном.
Характеристики, на основании которых выбирают станок — мощность, скорость вращения диска, максимальный диаметр сгибаемой арматуры. Привод устройства может быть пневматическим или гидравлическим. Существуют модели аппаратов пригодные для выполнения двойного сгиба, изготовления петель, скоб.

Достоинства электромеханического гибочного станка:
- простота управления;
- надежность;
- безопасность, обеспечиваемая системами аварийной остановки;
- точность выполнения сгиба;
- высокая производительность.
Недостаток станков с электрическим приводом — высокая цена.
| Марка | Zitrek GW-40 067-0086 | ZITREK SB40B 067-0081 | СГА-1 | Zitrek GW-50 067-0087 | ТСС GW 40B | VEKTOR GW-40 |
| Примерная цена, рубли | 89290 | 99990 | 82000 | 124990 | 62540 | 77895 |

Делаем арматурогиб своими силами
Даже б/у ручной станок для гибки арматуры стоит сравнительно дорого. Если он нужен для разовой работы, то изготовить такое приспособление своими руками разумнее, чем купить готовое.
Самый простой арматурогиб возможно сделать без чертежей. Понадобятся:
- деревянный брус;
- металлический уголок 40 х 40 мм;
- крепления.
- Уголок разрезать болгаркой пополам.
- Первую деталь прочно прикрутить к брусу в нескольких местах. Она будет фиксировать прут в процессе гибки.
- Вторая часть механизма — подвижная. Она будет выполнять роль рычага. Ее крепят к брусу болтом так, чтобы она свободно вращалась вправо и влево.
- Между ними устанавливают гибочный ролик из небольшого отрезка гладкой арматуры или другой детали цилиндрической формы.
Недостатком такого устройства являются очень низкая производительность и трудоемкость.

Для большего объема лучше сделать более сложный станок, по типу профессионально изготовленных конструкций. В этом случае понадобится чертеж. Точность размеров деталей имеет второстепенное значение, качество работы приспособления зависит от правильного соединения всех элементов.
Арматурогиб состоит из двух частей разного размера. Одна из них будет неподвижной, другая — движущейся. На неподвижной устанавливают три штыря. Два из них (меньшего диаметра) служат упорами. Один предназначен для сгибания прута вправо, другой — влево. Центральный ролик служит для крепления верхней подвижной пластины к нижней. Для крепления станка к столу на основной части приспособления вырезают отверстия под шурупы. После завершения работы устройство откручивают. Движущаяся часть в процессе гибки вращается вокруг центрального ролика, установленного на неподвижной. Второй ролик на поворачивающейся пластине — гибочный. К подвижной детали крепят ручку-рычаг. Ее возможно сделать из какого-либо старого инструмента или купить в магазине хозяйственных или строительных товаров недорогой новый.
- болгарка с диском по металлу;
- дрель со сверлом по металлу;
- сварочный аппарат;
- по одному гладкому арматурному стержню диаметром 20 и 25 мм;
- две металлических пластины толщиной 10 мм;
- металлическая ручка с s-образным сгибом для рычага-рукоятки.

- Вырезать из металла две пластины с размерами, указанными на подготовленной схеме — например, 10х18 см и 10,5х5 см. Из пластины меньшего размера будет изготовлена подвижная часть механизма. С одной стороны ее нужно скруглить.
- Дрелью высверлить в пластине большего размера четыре одинаковых отверстия.
- В пластине меньшего размера высверлить отверстие диаметром 26 мм. Арматура толщиной 25 мм должна свободно входить.
- Приварить к большой пластине два отрезка арматурного стержня диаметром 20 и один 25 мм по схеме.
- Приварить к подвижной части еще один отрезок арматуры 20 мм и ручку со сгибом.
- Надеть маленькую пластину на большую.
- Отшлифовать сварные соединения, окрасить устройство.
Ручной арматурогиб можно сделать самостоятельно из автомобильного бутылочно домкрата с грузоподъемностью 2 тонны, он стоит около 600 рублей. Достоинство — гибка осуществляется не за счет мускульной силы, а под давлением домкрата. Дополнительно понадобятся следующие материалы и инструменты:
- швеллер 100 мм;
- деревянный брусок;
- металлический уголок 25 и 32 мм;
- металлический профиль 40х20 мм;
- один прут из арматурной стали;
- две петли для ворот;
- сварочный аппарат;
- болгарка с отрезным и шлифовальным дисками по металлу.

1. Из швеллера нарезать болгаркой две заготовки для рамы. Длина вертикальной части — около 40 см, горизонтальной — от 30.
2. Сварить детали рамы между собой, она должна иметь форму буквы Т, перевернутой вверх ногами.
3. Насадить готовую раму на деревянный брус.
4. Из уголка 25 мм нарезать три заготовки длиной по 10 см.
5. Первую деталь приварить поперек горизонтальной части рамы в месте стыка с вертикальной. Она будет упором для домкрата с правой стороны.
6. Слева для упора прикрепить сваркой полоску шириной от 2 см и длиной 10 см. С этой стороны будет клапан обратного хода домкрата, если приварить уголок, то он будет мешать работе устройства.
7. К торцам вертикальной части рамы с обеих сторон приварить две оставшиеся заготовки из уголка 25 мм.
8. К полученным упорам прикрепить сварным соединением петли. При желании для более надежного крепления над петлями приварить еще по одному уголку.
9. Из уголка 25 и 32 мм, профиля и арматуры нарезать заготовки длиной по 5 см. Сварить из них пуансон в виде домика. Для этого к профилю приваривают два отрезка арматурного стержня, вставляют его в деталь, полученную скреплением двух уголков по всей длине. Уголок 25 мм помещают в 32 мм, сваривают и прикрепляют к полученной заготовке еще один отрезок прута. Затем соединить сваркой крышу и основу пуансона. Набить внутреннюю часть этого элемента станка возможно и по-другому. Главное — получить сверху треугольную деталь с углом 90 градусов. Если есть необходимость гибки арматуры под другим углом, то можно сделать сменный пуансон соответствующей формы. К готовому приспособлению приварить по бокам лапки для крепления к домкрату.
10. К поршню сверху приварить пластину для установки пуансона. Она должна иметь такой размер, чтобы лапки плотно охватывали ее, но при необходимости легко снимались.
11. Зачистить и отшлифовать все сварные швы.
12. Установить домкрат с приваренной пластиной на подготовленную раму, прочно закрепить. Надеть и зафиксировать пуансон.
Для гибки арматуры любого диаметра используют один из видов специальных станков. В зависимости от объема работ можно купить ручное или электромеханическое приспособление, новое или б/у. Учитывая сравнительно высокую стоимость профессионально изготовленных станков, устройство для сгибания арматурных прутьев возможно сделать своими руками из простых материалов.
Ручные станки для гибки арматуры — виды и особенности эксплуатации
 Такие механизмы незаменимы в индивидуальном строительстве, если приходится самостоятельно изготавливать какие-либо отдельные изделия или составные части конструкции сооружения из железобетона. И в первую очередь, фундаментов, которые чаще всего делаются монолитными, ленточного типа. Ведь в чистом виде бетон является недостаточно прочным, и без дополнительного «усиления» подвержен разрушению.
Такие механизмы незаменимы в индивидуальном строительстве, если приходится самостоятельно изготавливать какие-либо отдельные изделия или составные части конструкции сооружения из железобетона. И в первую очередь, фундаментов, которые чаще всего делаются монолитными, ленточного типа. Ведь в чистом виде бетон является недостаточно прочным, и без дополнительного «усиления» подвержен разрушению.
Сборка отдельных арматурных прутков в единую конструкцию производится методом «вязки». Применять для монтажа каркаса сварочные аппараты специалисты не советуют. Такой способ удобнее с точки зрения производительности. Но он оправдан только в тех случаях, когда конструкция сооружается временная и (или) без заливки раствора. Для каркасов, используемых для производства ж/б изделий, целесообразно делать вязку прутков.
Это связано с тем, что при работе сварки в месте соединения температура повышается настолько, что разрушает внутреннюю структуру металла, а это резко снижает срок эксплуатации сборки.
При соединении арматуры применяются различные элементы. Они изготавливаются из кусков такого же прутка, согнутых в определенную форму. Но сделать это «голыми руками» не получится, тем более что различных скоб и хомутов понадобится немало. Поэтому в продаже есть ручные станки, с помощью которых такая работа выполняется сравнительно легко и быстро.
На что обратить внимание
«Мобильность»
Вязка арматурного каркаса должна производиться непосредственно на месте его установки. Любое перемещение такой «сборки» (особенно, если она массивная) неминуемо повлечет ослабление в некоторых узлах. Следовательно, и размеры, и вес станка должны давать возможность работнику без особых затруднений перемещать аппарат по строительной площадке.
С каким прутком работает устройство
В этом плане нужно учесть именно диаметр заготовок. Нет смысла приобретать «мощные» аппараты, если их возможности по максимуму использоваться не будут. По сути, это напрасная трата денег. Ручные модели гнут пруток сечением до 12 мм, что вполне достаточно при индивидуальном строительстве.
Нужно учесть и марку стали, с которой «работает» станок, и вид арматуры, и ее профиль (круглый, квадратный или другой).

Надежность конструкции
Данное приспособление будет испытывать довольно большие механические нагрузки. Необходимо посмотреть, из чего сделано основание (станина), как скреплены между собой составные части, насколько прочны все соединения (рукояток или платформы, роликов и так далее), в зависимости от конструктивного исполнения.
Производительность
Этот пункт в комментариях не нуждается. Совет – лучше приобретать модель, в которой можно одновременно сгибать несколько прутков малого диаметра.
Дополнительные возможности
Многие из подобных станков являются в своем роде универсальными. Например, кроме изгиба, могут делать и резку прутка.
Гарантии
Под этим следует понимать не только возможность бесплатного ремонта в заявленный Производителем срок. Серьезные фирмы осуществляют техническую поддержку в течение всего периода эксплуатации. Это и консультации, и обеспечение запасными частями (в случае необходимости). Выбор у Покупателя всегда есть, поэтому этот вопрос нужно полностью прояснить. Иначе появляется риск остаться наедине со своими проблемами.
На рынке присутствуют изделия не только отечественных Производителей или «madeinChina», хотя их довольно много. Есть оборудование из Турции, Германии и ряда других стран, в том числе, и СНГ, причем нередко более компактное. Для примера рассмотрим несколько самых дешевых и небольших моделей.
DR-12-E
Производство Испании. Работает с арматурой сечением до 12 мм. Вес установки – 18 кг.
Примерная стоимость – 12 800 рублей.

Немецкий станок, который и гнет, и режет пруток сечением до 18 мм. Вес – 19 кг.
Цена (в зависимости от модификации) в пределах 15,5 – 17,5 тысяч рублей.

Только гнет арматуру.
Но и цена – всего 4 400 рублей.

Практический совет
Прежде чем покупать станок, необходимо просчитать целесообразность такого приобретения. Возможно, экономически выгоднее будет взять аппарат в аренду. Но для этого требуется примерный расчет. Это можно сделать так. Учитывая производительность устройства, определить, на какой срок оно понадобится. Плата за пользование исчисляется, как правило, в зависимости от периода аренды. Нужно высчитать, сколько получается за 1 день. А потом определить, в какую сумму это обойдется. Если она сопоставима с ценой нового аппарата, а тем более ее превышает, то конечно – лучше купить.
Какое нужно оборудование для производства арболитовых блоков? Советы рекомендации и отзывы +Видео
 Оборудование для производства арболитовых блоков – основные рекомендации и отзывы. Сейчас не на шутку актуальной и важной темой стала борьба за утепление новостроек в современных условиях. При использовании всех доступных способов уменьшения статьи расходов население старается сделать теплоизоляция и стен, и крыш, и окон – всего того, что может стать потенциальным местом утечки тепла.
Оборудование для производства арболитовых блоков – основные рекомендации и отзывы. Сейчас не на шутку актуальной и важной темой стала борьба за утепление новостроек в современных условиях. При использовании всех доступных способов уменьшения статьи расходов население старается сделать теплоизоляция и стен, и крыш, и окон – всего того, что может стать потенциальным местом утечки тепла.
На стены наносят невообразимое количество пены, минеральной ваты, пенопласта, и при этом не учитывают, какие это может повлечь за собой проблемы в плане повышения уровня пожароопасности постройки.
Популярность производства
Но сейчас есть более продуманные варианты в промышленности и производственная технология решения этой проблемы. Чаще всего это делается при помощи готовых стройблоков из арболитовой массы.
Такие блоки имеют уникальные свойства, благодаря которым можно пересмотреть свое отношение к теплосбережению в своем доме:
 Полная безопасность материала на основе арболита, способ производства и используемое сырье.
Полная безопасность материала на основе арболита, способ производства и используемое сырье.- Механическая прочность кладки из арболита на высоком уровне, и дает возможность укладывать эти блоки как основной строительный материал, а не как дополнительный элемент в виде теплоизолятора.
- Малая стоимость производства и простое управление оборудованием для производства арболитовых блоков, а также упрощенный и модифицированный технологический процесс.
 Полная безопасность материала на основе арболита, способ производства и используемое сырье.
Полная безопасность материала на основе арболита, способ производства и используемое сырье.Технология полупромышленного производства
Есть определенный стандарт №19222-84 для таких изделий. В нем описан рецепт, который внесен в ГОСТ, и он должен быть использован всеми, кто решил заняться производством для продажи или строительства домов. Каждый сам для себя решает, как именно делать арболитовые блоки в условиях домашнего производства.
Рецепты изготовления формовочной массы
Перед тем, как купить оборудование для производства арболитовых блоков, следует ознакомиться с существующими рецептами изготовления:
- Требуется раствор из портландцемента, марка обязательно не ниже 400-й, должна иметь в составе немного пылевидного песка. Как правило, многие не делают акцент на то, что требуется эта добавка, но зря. Даже небольшое количество песка поможет связать лишнюю известь в смеси для формовки.
- После этого потребуется добавление стружки или древесной щепки, она обязательно должна быть очищена от гнили, коры и различных загрязнений. Этот компонент в смеси, как ни странно, самый затратный, так как для хорошего качества потребуется еще и рубленая щепа, из которой только 4/5 будет соответствовать рекомендованным стандартам размера, т.е. от 1,5 до 2 см в длину и с сечением 5*5 мм. Прочность арболитовых блоков будет напрямую зависеть от того, насколько прочный и однородный древесный наполнитель.
- Вода, в которой растворен сульфат алюминия и кальция хлорид, а также добавка известного коагулянта, что позволит сделать сцепление частичек цемента с поверхностью древесины прочнее.
- Для предварительной химической подготовки древесного наполнителя используют гашеную известь.
Важно! Перед тем, как начать пресс-отлив камня на основе арболитовой массы, следует ознакомиться с тем, какие породы древесины 100% не подойдут из-за низкого уровня сопротивляемости гниению. К примеру, сюда можно отнести древесину тополя.
Как правило, для полупромышленного производства выбирают равное по частям массовое соотношение древесного наполнителя и цемента, а воды в пропорции 1 к 1.2 к цементной массе. Сульфата алюминия должно быть около 7 или 8 кг/м 3 смеси для формовки. По объему заготовленного количества воды следует набрать 71 литр и растворить в ней все химические элементы, а после влить ее в раствор.
Полная проверка перед запуском
Очень важно, чтобы перед началом производства и загрузки сырья было все проверено и не один раз на наличие компонентов на схватываемость, а также следует уточнить рецепт замеса. Для этого потребуется приготовить несколько пробных смесей с разным содержанием компонентов и после поставить на отпрессовку на вибраторе.
Чаще всего при промышленном производстве арболитовых блоков такие пробы проводят вручную параллельно основному процессу, и это дает возможность проконтролировать качество процесса своевременно.
Механическое оборудование для выпуска в домашних условиях
Даже при производстве самой маленькой партии камня на основе арболита потребуется большая физическая сила и здоровье. Но самое главное – это прочность и качество получаемого материала, которые будут напрямую зависеть от уровня подготовки смеси и точности прессования блоков.
По этой причине обеспечить изготавливаемому материалу лучшее качество можно только при помощи специализированного оборудования для производства арболитовых блоков, цена которого оправдывает высокое качество продукции.
Если рассмотреть технологические цепочку подробнее, используются следующие материалы:
- Строгано-дробильное оборудование, которое может перерабатывать различное древесное сырье, но чаще всего используют дробильные и рубильные установки, сучкорезы, щепкорезы и дробилки отходов древесины.
- Мешалки и смесительные станции. Чаще всего для смешивания используют устройства периодического действия или строительные миксеры. В больших и налаженных линиях производства смеси вырабатывают на оборудовании непрерывного действия. Подобрать правильную консистенцию на самом деле сложно, и поэтому рекомендуем к просмотру обзоры профессионалов, которые откроют все тайны и расскажут о нюансах работы.
- Раздатчики смеси. Если производство небольшое, раскладка смеси для формовки может быть произведена вручную ил накопительного бункера, но чаще всего намного удобнее использование дозирующего шнекового оборудования для заполнения форм смесью.
- Прессовочное оборудование. Если в других случаях на первых порах можно обойтись своими силами или использовать упрощенные устройства, то прессовочное оборудование требуется даже при домашнем производстве. Дело в том, что очень сложно спрессовать в форме цементную смесь и наполнителя вручную, а при простой формовке вы никогда не добьетесь высокого качества продукции, которые можно легко получить на вибропрессе или другом оборудовании. В Сети есть много видео, которые помогут научиться управлять таким оборудованием за 30 минут.
- Камеры сушки. Хотя ими чаще всего пренебрегают, стоит отметить, что их роль в производстве так же важна, как и прессование.
Оборудование для изготовления смеси
Больше всего в специальном оборудовании для подготовки компонентов арболитовой смеси нуждается нарезка и дробление щепок, обрезков и прочей некондиции из древесины. Ее можно нарубить на щепки или стружку одинакового размера.
Учтите, что перед рубкой сырье следует хорошо промыть под струей воды на высоком давлении, что даст возможность на этом этапе сразу же отделать кору, грязь и те участки древесины, которые подпорчены грибком.
После дробления и рубки наполнитель можно обработать щелочами, и при этом из древесины будет удален грибок, гемицеллюлозный сахар и различные паразиты.
В целом процедура выглядит как вымачивание опилок в 15% растворе извести (гашеной). Но в некоторых случаях такую обработку заменяют на паровую. Ее проводят в течение 20 минут под давлением в 15 атмосфер на специализированном оборудовании для производства арболитовых блоков. Благодаря такой обработке способность древесины к прессованию резко повышается и прочность блока в конечном виде возрастает на 17%. К сожалению, такую операцию увидеть в видеоролике нет возможности.
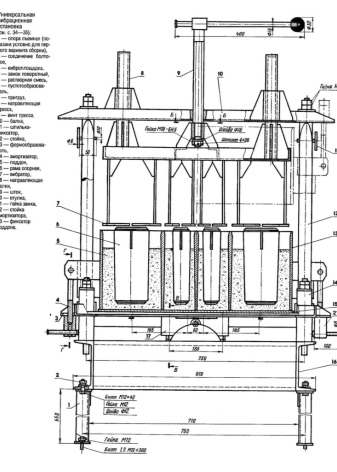
Формовочное оборудование
После того, как форма будет нагрета и прополоскана известным раствором, происходит дозирование и раскладывание смеси по формам из чугуна и стали – блокам, а после смесь прессуют и на статических, и на вибрационных прессах и станках. Чаще всего первый вид используют только при кустарном производстве, а второй на линиях и конвейерах серийного производства. Статические станки обычно используют для тестового, единичного или мелкосерийного производства.
Вибрационный пресс отличается тем, что потребляет мало мощности, имеет высокие показатели прессования и небольшой размер. Помимо этого, даже если наполнитель был плохо приготовлен, только вибрационный пресс может довести прочность и качество до уровня ГОСТа.
Благодаря тому, что конструкция проста, многие машиностроительные заводы отладили производство специального оборудование – вибропресса для домашнего производства. К примеру, станки АРБ2 имеют массу чуть меньше 90 кг. За смену такое оборудование может отпрессовать 5 м 3 смеси в полноценные блоки.
Камеры для просушивания
Готовые блоки с форами следует перевезти в помещение с выставленной и поддерживаемой влажностью воздуха. После этого формы выкладывают на специальные поддоны и аккуратно разбирают, и при этом достают только спрессованный арболитовый блок. Смесь схватится уже через двое суток, а нормальную прочность блок получит не раньше, чем через 21-28 дней. В течении этого промежутка времени нужно обеспечить хорошую атмосферу и стабильную температуру просушивания, иначе блоки могут попросту растрескаться или осыпаться из-за растущего внутреннего напряжения.
В домашнем производстве отпрессованную партию продукции выкладывают в затемненное место, и после накрывают пленкой из полиэтилена и тентом из ткани. Через пару дней блоки можно перенести в помещение и выкладывать в один слой на полу из бетона. Через неделю можно собирать готовые блоки в пачки.
Заключение
Теперь поговорим о следующем – достаточно распространенным недостатком, по которому легко отличить арболитовый блок кустарного производства и промышленного – это низкий уровень прочности угловых участков. В первом случае они не так хорошо спрессованы, поэтому могут осыпаться и растрескиваться. Для индивидуального строительства изготовления арболитового блока – это находка, так как материал проще в работе и дешевле, нежели пеноблок или шлакоблок.
Оборудование для производства арболитовых блоков

- Что такое арболит?
- Необходимое оборудование для производства
- Щепорезы
- Станок
- Бетоносмеситель
- Бетономешалка
- Вибропресс
- Формы
- Камеры для сушки
- Как выбрать оборудование?
- Дробилки
- Бетономешалка
- Сушильная камера
- Как сделать станок своими руками?
Посредством спецоборудования реализуется производство арбоблоков, которые имеют превосходные теплоизоляционные характеристики и достаточные прочностные свойства. Это обеспечивается особенной технологией изготовления. Для формирования стройматериала применяется цемент и древесная щепа, подвергающиеся специфической обработке.

Что такое арболит?
Арболит (древоблок, деревобетон) является прогрессивным строительным материалом, получаемым посредством смешивания и прессовки древесной дробленки (щепы) и раствора цемента. По утверждению экспертов, он способен без труда составить конкуренцию кирпичу. Вот только по стоимости при этом деревобетон значительно дешевле.
Основой древоблоков служит древесная щепа. К ее параметрам и объему предъявляются жесткие требования – данные два свойства оказывают большое воздействие на качество конечного изделия и его марку. Помимо этого, имеются производства деревобетона, которые применяют стебель хлопчатника, солому риса либо древесную кору.




Связывающим ингредиентом является портландцемент сорта не ниже М300. Его сорт оказывает воздействие на устойчивость готового продукта и, значит, на его маркирование.
С целью увеличения эффективности синтезирования ингредиентов раствора в него примешивают специализированные добавки, которые обеспечивают скорое отвердение и так далее. В большинстве своем – это водный раствор силикатов натрия или калия (жидкое стекло), хлорид алюминия (хлористый алюминий).


Необходимое оборудование для производства
Для изготовления арболитовых блоков в домашней обстановке вам понадобится три вида оснащения: агрегат для измельчения щепы, бетоносмеситель либо бетономешалка и станок для формирования арбоблоков. Впрочем, первичный материал – щепу, можно приобретать у сторонних производителей, в этом случае технологический процесс станет значительно проще.
На рынке имеется довольно обширный сортамент оснащения для производства арбоблоков – от малогабаритных агрегатов специально для малосерийного производства до полноценных производственных линий, заключающих в себе несколько разновидностей оснащения.



Щепорезы
Устройство для изготовления древесной дробленки именуется щепорез. Он являет собой рубильный станок барабанного или дискового вида, который может перемалывать на щепу колотую древесину и кусты, оставшиеся после спиливания леса.
Комплектование почти всех агрегатов идентично, они состоят из приемочного бункера, электрического двигателя, разбивающих ножей, ротора и корпусной части машины.
Дисковые установки выделяются относительно малогабаритными параметрами и меньшей стоимостью, в то время как щепорезы барабанные обладают повышенной производительностью, что делает их популярными в условиях выпуска крупных серий продукции.
Дисковые агрегаты позволяют подвергать обрабатыванию деревья размером до трех метров. К достоинствам этого вида агрегатов относится наименьшее количество крупных составляющих на выходе – больше 90% древесной дробленки обладает необходимой конфигурацией и габаритами, большие частички подвергаются повторной обработке. Это идеальный выбор оснащения для налаживания мелкосерийного производства.


Станок
Такое оборудование можно с полной уверенностью назвать наполовину профессиональным. Как правило, его покупают в целях изготовления арбоблоков в частном строительстве под заказ либо для реализации. Оно несложное в эксплуатации, не требует высокого профессионализма, связанного преимущественно с обеспечением правил ТБ.
Промышленные агрегаты символически можно разбить на три ключевые группы:
- ручные машины;
- агрегаты с вибрационным прессом и бункерным питанием;
- сложные скомбинированные агрегаты, связывающие приемник с исходным весом, вибрационный пресс и статичный формовщик, осуществляющий сохранение плотности арболитового раствора до конечного затвердевания древоблока в готовую продукцию.


Бетоносмеситель
Для перемешивания арболитового раствора не подойдет обыкновенный смеситель с плоскими лопастями. Все объясняется тем, что смесь наполовину сухая, она не расползается, а способна покоиться горкой; лопасть попросту гоняет ее из одного угла резервуара в другой угол, и не вся щепа покрывается тестом из цемента.
У бетоносмесителя САБ-400 в структуре имеются специальные «плуги» – ножи, разрезающие смесь, и получается эффективное (а главное, быстрое) ее перемешивание. Скорость принципиальна, поскольку цемент не должен успевать схватываться, пока не покрыл всю дробленку.

Бетономешалка
В процесс изготовления арбоблоков, как правило, применяют мешалки импульсного действия, время от времени – строительные смесители. На больших линиях, где производство стройматериала осуществляется крупными партиями, ставится оснащение с непрерывным характером действия. Для того чтобы обеспечить потребности не очень больших производств, в большинстве случаев применяют обыкновенные бетономешалки, которые обладают следующими конструкционными характеристиками:
- являют собой крупные емкости с боковой загрузкой ингредиентов и нижней выгрузкой изготовленного раствора;
- мешалка оборудована электродвигателем с редуктором предельной мощностью 6 кВт;
- для перемешивания ингредиентов арболита применяются специализированные лопасти.


Объем мешалки рассчитывают на основании суточной необходимости в материалах для налаживания результативного технологического процесса.
Вибропресс
От габарита формовочного дозатора зависит и площадь вибростола (вибропресса). Вибропрессовальный станок являет собой металлический стол, пропорциональный размерам дозатора, который оснащен пружинами и сопряжен со станиной (основным тяжелым столом). На станине установлен трехфазный электродвигатель до 1,5 кВт, на оси которого стоит эксцентрик (груз, у которого центр тяжести смещен). При подключении последнего совершаются регулярные вибрационные процессы верхней части стола. Данные действия требуются для оптимальной усадки в формах состава арболитовых блоков и исключении механических и внешних изъянов блоков после снятия формы.

Формы
Матрица (форма, пресс-панели) по изготовлению блоков предназначается для придания изделию конкретных габаритов и конфигурации. Конкретно от нее находится в зависимости, до какой степени точной выйдет форма блока.
Матрица являет собой форму, обладающую прямоугольным и пустым внутри контуром, в котором совершается заполнение раствора. Данная форма предусматривает наличие съемной крышки и дна. По краям форма имеет специализированные ручки. Внутри она оборудована специфическим покрытием, призванным упростить извлечение сформированного блока.
В основном для внутреннего покрытия практикуется гладкий искусственный материал, это может быть полиэтиленовая пленка, линолеум либо иные аналогичные материалы.
Камеры для сушки
Готовые арбоблоки, которые спрессованы надлежащим образом, совместно с матрицами отправляются в специализированное помещение. В нем уровень влажности воздуха жестко контролируется, что дает возможность создать оптимальные условия для высыхания материала.
Блоки обязательно раскладываются по поддонам и освобождаются от матриц. Что оптимизирует доступ воздушных масс до материала, это позитивно воздействует на его свойства.

Сцепление раствора, как правило, совершается спустя двое суток. Проектная мощность стройматериала получается лишь через 18-28 дней. Все это время деревобетон должен пребывать в обстановке требуемой влажности и устойчивой температуры.
В домашнем производстве, как правило, отпрессованную партию арбоблоков раскладывают в затемненном месте, прикрывают пленкой из полиэтилена и предохранительным тканевым тентом. Через 2-3 дня блоки перемещают в помещение и раскладывают в один слой на каменном полу. Спустя 7 дней блоки можно помещать в пачки.
Как выбрать оборудование?
Для создания древоблоков потребуется 3 вида станков: для производства щепы, для изготовления раствора и для прессовки. Они бывают как российского, так и иностранного изготовления. Кроме всего прочего, отдельные мастера умудряются собирать оснащение своими руками (как правило, собственными силами собирают вибропрессы).
Дробилки
Измельчители бывают передвижные и неподвижные, дисковые и барабанные. Дисковые различаются меж собой принципом работы.
Прекрасно, если установка будет оснащена механической подачей исходного сырья – это значительно упростит работу.
Бетономешалка
Для данных целей идеально подойдет стандартная мешалка. Для промышленных мощностей даже в границах мини-завода требуется объем резервуара от 150 литров.

Сушильная камера
Форсировать процесс сушки можно покупкой специализированной сушильной (в основном инфракрасной) камеры. При приобретении подобной техники необходимо обратить внимание на параметры мощности и потребления энергии, а также на возможность корректировать уровень температуры и скорость сушки. В сушильной камере блоки подсохнут и подготовятся к использованию в течение 12 часов – практически в 30 раз быстрее, чем без спецоборудования.
Для промышленного производства высокая скорость считается довольно значимым показателем, непосредственно оказывающим влияние на доход.
Как сделать станок своими руками?
Чтобы собрать самодельный вибростанок, требуются чертежи и данные материалы (все размеры приблизительные):
- вибромотор;
- сварочный агрегат;
- пружины – 4 шт.;
- стальной лист 0,3x75x120 см;
- труба профильная 0,2x2x4 см – 6 м (для ножек), 2,4 м (на основу под крышку);
- железный уголок 0,2×4 см – 4 м;
- болты (для крепежа мотора);
- специальная краска (для предохранения агрегата от ржавчины);
- стальные колечки – 4 шт. (диаметр должен соответствовать диаметру пружин или быть чуть побольше).

Порядок сборки вибростола довольно прост.
- Разрезаем материал на нужные элементы.
- Трубу под ножки делим на 4 одинаковых детали по 75 см.
- Трубу для остова делим так: 2 детали по 60 см и 4 детали по 30 см.
- Уголок делим на 4 элемента, длина должна совпадать с длиной сторон железного листа под столешницу.
- Сварные работы: собираем остов для крепежа мотора к крышке. Из двух 30- и двух 60-сантиметровых кусков свариваем четырехугольник. Посередине него будут приварены еще 2 коротких элемента на определенной дистанции между собой. Эта дистанция должна быть равна дистанции между точками фиксирования мотора. В определенных точках на серединных отрезках высверливаются отверстия под крепление.
- По углам железного листа привариваем кольца, в которые будут вдеваться пружины.
- Теперь свариваем опорную стойку с ногами. Для этого берем куски уголка и труб. Уголки размещаем таким образом, чтобы их ребра оказались сориентированы наверх и наружу изнутри конструкции.
- Сваренная рама под мотор фиксируется посредством саморезов или варится к столешнице.
- На несущую стойку по углам расстанавливаем пружины. Крышку стола укладываем на стойку таким образом, чтобы пружины поместились в ячейки для них. К днищу прикручиваем мотор. Крепить пружины не надо, поскольку масса крышки с двигателем осуществляет их надежное удерживание в нужном месте.
Готовое устройство можно покрасить.

Обзор оборудования для производства арболитных блоков – в следующем видео.
Оборудование для производства арболитовых блоков
Применение арболитовых блоков в качестве строительного материала для возведения малоэтажных зданий на территории России достаточно распространено. Производство таких блоков может стать весьма прибыльным бизнесом, либо же поможет сэкономить на закупке материалов для собственного строительства.

В данной статье рассмотрено оборудование для производства блоков из арболита. Мы изучим ассортимент промышленных станков и приведем рекомендации по их выбору, а также предложим вам пошаговую инструкцию по изготовлению блоков своими руками.
1 Арболит — что это, где применяется?
Арболит классифицируется как легкий бетон, он состоит из древесной щепы (реже опилок либо стружки) занимающей 90% общего объема, соединенной цементом марки М400 или М500. Это экологически безопасный материал, обладающий хорошими тепло и звукоизоляционными свойствами, благодаря которым он востребован в строительстве.
Применение арболитовых блоков распространено при возведении несущих стен малоэтажных зданий, также он может использоваться для теплоизоляции фасадов и перекрытий (цокольных, междуэтажных). Материал имеет следующие технические характеристики:
- теплопроводность — от 0.07 до 0.017 Вт/мК (для сравнения, кирпич — 0.71 Вт/мК);
- плотность — от 500 до 850 кг/м 3 ;
- морозостойкость — 25-40 циклов;
- водопоглощение по объему — 50%;
- коэффициент звукопоглощения — 0.17;
- класс прочности на сжатие — М20-М50.

Дом из арболита
К преимуществам арболита как стройматериала относится низкая стоимость, простота и высокая скорость монтажа за счет больших размеров блока, а также хорошие эксплуатационные характеристики — за счет способности материала «дышать» в доме в любое время года поддерживается оптимальный микроклимат. Отметим, что согласно положениям строительных норм и правил (СНиП), использование арболита для возведения зданий высотой свыше 3-ех этажей не допускается.
к меню ↑
1.1 Технология производства арболита
Производственный процесс по изготовлению арболитовых блоков условно можно разделить на три этапа: подготовка компонентов и их смешивание, заливка смеси в специальное формообразующее устройство и сушка материала, во время которой блоки набирают механическую прочность.
Состав для приготовления блоков состоит из хорошо просушенной щепы, которая выдерживается на открытом воздухе на протяжении 2-3 месяцев (что в условиях производства нерационально) либо обрабатывается раствором 15% извести (на кубометр щепы приходится 200 л раствора). Сырье выдерживается в извести на протяжении 4 суток и перемешивается с периодичностью 3-4 раза в день.
По завершению сушки щепы приготавливается арболитовая смесь в состав которой входит:
- гашеная известь;
- сернокислый либо хлористый кальций;
- песок;
- вода
- цемент марки М400.

Процесс производства арболитовых блоков
Соотношение компонентов зависит от того, блоки какого класса прочности производятся. Для изготовления блоков класса М500 соотношение компонентов на кубометр итогового материала будет следующим: цемент — 20 ведер, щепа — 90 ведер, песок — 30 ведер, кальций — 4% от массы цемента, вода — 250 литров. Мерный объем ведра — 10 литров.
Далее готовая смесь загружается в специальное формообразующий станок, размер матрицы которого определяют форму изготавливаемых блоков. Стандартный типоразмер блоков — 25×25 и 50×50 см. Последующие операции зависят от типа используемого оборудования. Если применяется обычный станок, без вибропривода, смесь укладывается в формы послойно, и после каждого слоя уплотняется трамбованием.
В случае использования вибростанка форма заполняется полностью, выполняется первый цикл виброуплотнения, после чего пустота, образовавшаяся из-за усадки смеси, заполняется дополнительной порцией раствора и блок уплотняется повторно.
Далее блоки выдерживаются в формах на протяжении суток при температуре 18 градусов, после чего они извлекаются из форм, складируются и просушиваются в течении 10 дней при аналогичной температуре. В целом, технология изготовления изделий из арболита своими руками достаточно простая в реализации и не требует вложения больших финансовых средств.
к меню ↑
1.2 Технология производства блоков на станках СГС (видео)
к меню ↑
2 Какой станок для арболита выбрать?
Для производства арболитовых блоков в домашних условиях вам потребуется три типа оборудования: станок для дробления щепы, бетономешалка и формировочный станок. Однако исходное сырье — щепу, можно закупать у сторонних поставщиков, в таком случае производственный процесс будет существенно упрощен.
На рынке представлен достаточно широкий ассортимент оборудования для изготовления блоков — от компактных станков для малосерийного производство до полноценный технологических линий, состоящих из нескольких типов оборудования.

Среди проверенных моделей малогабаритных станков, чье качество и надежность не вызывает сомнений, выделим следующие модели:
- Пирс «СГС»;
- Стасар-500;
- мини станок для производства арболита «Стройтех РБП-1500».
Пирс «СГС» имеет стоимость в 55 тыс. рублей. Устройство занимает площадью 0.45 м 2 , для обслуживания требуется 2 оператора. Производительной установки составляет 50 блоков в час.
Стасар-500 стоит 70 тысяч. Агрегат отличается наличием встроенного вибропривода, обеспечивающего максимально эффективное уплотнение блоков. Привод работает от электросети 380 Вт, мощность вибратора составляет 0.5 кВт. Установка предназначена для производства блоков размеров 50×30х20 см. Производительность — до 65 изделий в час.
Мини станок «Стройтех» наиболее дешевый вариант среди рассматриваемых, стоит он 40 тысяч. Работает на станке один оператор, предусмотрен вибропривод мощностью 550 Вт. Производительность — до 45 блоков час.

Среди более дорогого оборудования выделим установку «Производственная линия СГС Л-3», стоимостью 300 тысяч. Для работы на данном агрегаты задействуются 4 человека. Линия состоит из следующего оборудования: два вибропресса, вибростол, бетоносмеситель и ленточный транспортер с приемочным бункером.
Производительность линии Л3 составляет 1500 блоков в течении 8-ми часовой смены. Помимо арболита установка применима для изготовления блоков из пескобетона, керамзитобетонных блоков, пенобетона и для производства шлакоблока. По заявлениям производителя, устройство окупается в течении полутора месяцев.
к меню ↑
2.1 Оборудование для изготовления щепы
Станок для производства щепы называется щепорез. Он представляет собой рубильную машину дискового либо барабанного типа, которая способна перебивать на щепу колотые лесоматериалы и кустовые отходы лесопиления. Стоимость стационарных щепорезов начинается от 120 тыс. рублей.
Компоновка практически всех установок идентична, они состоят из приемного бункера, электродвигателя, дробящих ножей, ротора и станины. Дисковые агрегаты отличаются сравнительно компактными размерами и меньшей ценой, тогда как барабанные щепорезы имеют повышенную производительность, что делает их востребованными в условиях крупносерийного производства.
Дисковые щепорезы могут обрабатывать деревья длиной до 3 метров. К преимуществам данного типа машин относится минимальный уровень крупных частиц на выходе — более 90% щепы имеет требуемую форму и размеры, крупные частицы подвергаются вторичной переработке. Это оптимальный выбор оборудования для организации мелкосерийного производства.

Одним из ведущих отечественных производителей щепорезов является компания «Доза-Гран». Фирма поставляет на рынок устройства как дискового, так и барабанного типа. В ассортименте компании присутствуют представлены следующие модели:
- РБ-700 (дисковый) — производительность до 0.75 тонн в час;
- РБ-1500 (дисковый) — 1.5 тонн;
- РБ-2А (дисковый) — до 0.86 тонн;
- РБ-30 (барабанный) — до 4 тонн;
- РБ-55 (барабанный) — до 5 тонн;
- РБ-110 (барабанный) — до 15 тонн;
- РБ-220 (барабанный) — до 30 тонн.
Размер щепы на выходе в дисковых агрегатах можно задавать в диапазоне 3-50 мм, в барабанных щепорезах он фиксированный и составляет 30 мм. Загрузка сырья в барабанные аппараты выполняется посредством автоматического конвейера длиной 4 м, в дисковые — вручную, комплектация установки конвейером выполняется по желанию клиента.
Производитель дает годовую гарантию на оборудование, минимальный эксплуатационный ресурс установок составляет 4 года. Компанией поставляются запчасти и комплектующие для всех реализуемых моделей, ремонт и техническое обслуживание техники выполняется в сервисных центрах, расположенных во всех крупных городах России.
Описание оборудования, используемого при производстве арболитовых блоков
При помощи специального оборудования осуществляется изготовления арболитовых блоков, которые обладают отличными теплоизоляционными свойствами и достаточными прочностными характеристиками. Это обеспечивается особой технологией производства. Для формирования материала используется цемент и древесная стружка, которые подвергается специальной переработке.
Перечень необходимых механизмов
Оборудование для производства арболитовых блоков формирует линию, при помощи которой можно осуществить весь перечень операций, предвиденных технологией. В стандартную комплектацию промышленного цеха по изготовлению данного конструкционно-теплоизоляционного материала обычно входят следующие агрегаты:
- щепорез, использующийся для измельчения всех ингредиентов до оптимального размера фракции;
- растворомешалки промышленного типа, предназначенные для соединения компонентов арболита;
- формовочные дозаторы для получения материала определенного веса;
- вибростолы для удаления пузырьков воздуха из материала;
- сушка для готовых блоков и исходного сырья;
- бункеры для хранения сыпучих материалов (цемента и песка), применяющихся для изготовления арболита;
- конвейер для подачи материалов.

Щепорезы
Щепорезом называют промышленный измельчитель, который способен работать с деревянными щепами, соломой или опилками. Порезка материалов на частицы нужного размера осуществляется в барабане при помощи нескольких ножей, изготовленных из инструментальной стали. В конструкции щепореза присутствует молоток. Он осуществляет автоматическую подачу материала при измельчении массивных досок или веток.
Рабочие инструменты щепореза окружены по контуру специальным барабаном с перфорированными стенками. Именно через эти отверстия пересыпается готовая деревянная щепа. Наружный кожух из листовой стали предотвращает рассыпание опилок по помещению и выполняет защитную функцию. Эффективная работа данного оборудования обеспечивается наличием трехфазного двигателя, ременных приводов и пусковых устройств.
Сушка
Изготовленная щепа в обязательном порядке подвергается сушке.
Это может происходить природным путем или при помощи специальных агрегатов. От качества проведения сушки сырья зависят эксплуатационные характеристики арболитовых блоков.
Для повышения эффективности данного процесса промышленное оборудование отличается следующими конструкционными особенностями:
- сушка представляет собой двойной барабан, имеющий диаметр около 2,2 м;
- наружный кожух агрегата оснащен перфорированными стенками, что обеспечивает проникновение теплого воздуха внутрь;
- в конструкции сушки присутствуют асбестовые трубы или специальные гибкие шланги. Они предназначены для подачи теплого воздуха;
- барабан постоянно крутится, что позволяет перемешать щепу и равномерно ее подсушить;
- тепловая энергия производится пушками, мощность которых может достигать 4 кВт.
В зависимости от технических характеристик оборудования за одну смену удается просушить сырье для изготовления 100 блоков.
Смесительные станции или растворомешалки
Во время производства арболитовых блоков чаще всего используют мешалки периодического действия, иногда строительные миксеры. На крупных линиях, где изготовление материала происходит большими партиями, устанавливается оборудование с непрерывным характером работы.
Для обеспечения потребностей небольших производств в основном используют обычные растворомешалки, которые имеют следующие конструкционные особенности:
- представляют собой большие чаны с боковой загрузкой компонентов и нижней выгрузкой готовой смеси;
- агрегат оснащен двигателем с редуктором, максимальной мощностью 6 кВт;
- для смешивания компонентов арболита используются специальные лопасти.
Объем растворомешалки рассчитывается на основании суточной потребности в материалах для организации эффективного производственного процесса.
Формы для арболита
Готовая смесь для изготовления блоков распределяется по съемным формам.

Они представляют собой специальный короб, изготовленный из стали. Для облегчения эксплуатации каждая форма оснащается боковыми ручками и съемными крышками (верхней и нижней). От количества форм и их качества зависит мощность производства, что напрямую влияет на прибыль предприятия.
Другое оборудование для формирования блоков
Нагретые и очищенные формы наполняются готовым раствором. Данный процесс осуществляется при помощи формовочных дозаторов шнекового типа. При небольших объемах производства распределения раствора по формам может осуществляться вручную.
Когда данный процесс закончен, приступают к трамбовке, которая позволяет уплотнить арболитовую смесь и удалить из нее пузырьки воздуха. В данном случае применение ручных инструментов нецелесообразно. Ручная трамбовка не обеспечивает достаточных показателей прочности готовых блоков.
Поэтому для уплотнения раствора чаще применяют статические или вибрационные станки.

Первый тип оборудования встречается на небольших производствах, а вторая разновидность является частью оснащения мощных конвейерных линий. Вибростолы, которые чаще всего можно встретить в цехах по выпуску арболита, отличается следующими характеристиками и конструкционными особенностями:
- представляет собой стальной стол;
- на станине, являющейся частью оборудования, находится трехфазовый двигатель мощностью 1,6 кВт или меньше;
- на ось мотора установлены эксцентрики или специальные грузы. Их центр тяжести смешен, что позволяет создать вибрацию.
Камеры для сушки готовых блоков
Готовые блоки, которые спрессованы должным образом, вместе с формами подаются в специальное помещение. В нем влажность воздуха строго контролируется, что позволяет создать лучшие условия для высушивания материала. Блоки в обязательном порядке раскладываются по поддонам и освобождаются от форм. Это облегчает доступ воздуха до материала, что положительно сказывается на его свойствах.

Схватывание смеси обычно происходит через 2 суток. Проектная мощность материала достигается только спустя 18-28 дней. Все это время арболит должен находиться в условиях достаточной влажности и стабильной температуры.
В условиях ограниченных ресурсов допускается сушка блоков в любом затемненном месте. В таком случае их необходимо накрыть полиэтиленовой пленкой и защитным тканевым тентом. Через несколько дней такие материалы переносят в помещение с бетонным полом и складывают в один слой.
Стоимость оборудования
Оборудование для производства арболита стоит недешево. В среднем на покупку всей линии необходимо вложить 55-550 тысяч рублей в зависимости от мощности. Обычно в эту сумму входят расходы на транспортировку, установку и налаживание оборудования. При выборе комплектации линии следует отдавать предпочтение автоматизированным агрегатам, что в дальнейшем позволит сократить расходы на оплату труда обслуживающего персонала.





