Что такое плазменная резка металла и как правильно выбрать для неё аппарат
На чтение: 4 минуты Нет времени?

Что такое плазменная резка металла, технология процесса и критерии подбора аппаратов – об этом пойдёт речь в обзоре редакции HouseChief. Благодаря высокой точности и аккуратности получаемого результата, именно этот способ раскроя металла выходит на первый план. Тем более, на рынке строительных товаров появились бытовые аппараты подобного назначения, доступные непрофессионалам. Как выбрать такой аппарат? По каким критериям различаются модели? Обо всём этом и многом другом – в нашем материале.

Читайте в статье
Что такое плазменная резка металла, технология процесса
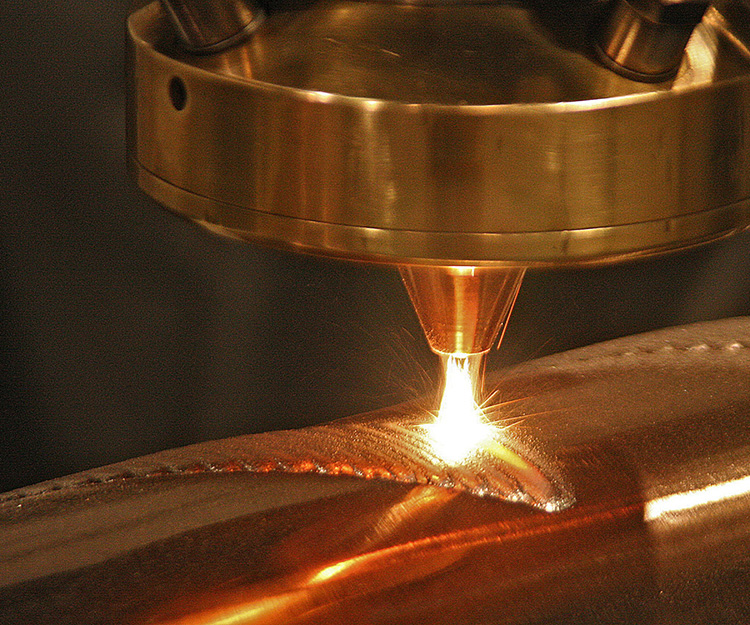
Если объяснять эту технологию простыми словами, то плазменная резка – это процесс нагрева металла струёй плазмы. Для выполнения такой задачи используют специальный аппарат – плазморез. Он формирует высокотемпературную электродугу, которая располагается между соплом резака и материалом. Температура дуги достигает 5000ºС. Но её недостаточно для эффективной резки металла, так что дополнительно в рабочую область подаётся газ, который формирует плазму с температурой до 30000ºС.

Для чего можно использовать плазморезку
Плазменная резка востребована во многих отраслях. Между прочим, она используется не только для металлических деталей, но и для обработки пластика и камня.

Этот вид резки востребован в машиностроении, коммунальном хозяйстве и строительных работах
Плазморезкой можно кроить практически все металлы, с учётом их особенностей. Отличные результаты даёт резка низкоуглеродистых сталей. Именно по ним и рассчитываются стандартные параметры эффективности устройства. Высокоуглеродистые и легированные стали требуют усложнённого подхода с дополнительными настройками и режимами.
Цветные металлы режут с помощью смеси газов, состоящей из аргона, азота и водорода. Здесь важна высокая технологичность процесса и предельная аккуратность для устранения потерь в процессе работы
Важное о плазматроне
Задача плазматрона – объединить электродугу и газ в плазму. Для этой цели в приборе есть небольшое отверстие – сопло, через которое поступает газ. В бытовых приборах оно управляется вручную, держать его следует на весу, что усложняет процедуру раскроя. Отсутствие опыта такой работы приводит к появлению оплавленных краёв и неровностей.

Чтобы повысить качество обработки, можно воспользоваться различными приспособлениями в виде подставок и шаблонов
Для работы резака со сталью используют азот или воздух. Чтобы выдувать оплавленный метал из шва, газ должен направляться в сопло под давлением. Для этого его закачивают в ёмкости, которые и подключаются к плазморезке.
Какие газы используются в плазморезке
Для образования плазмы могут использоваться разные газовые смеси.
- Воздушно-плазменная резка предполагает применение воздуха. Так можно обрабатывать чёрные металлы, нержавеющую сталь, латунные и медные детали.
- Кислородная резка. Этот газ применяют в профессиональном инструменте, который позволяет быстро и качественно кроить металлические листы.
- Защитные газы. Резаки с такими видами смесей используется, в том числе в ювелирном деле, так как дают высокое качество реза. Установки с использованием защитных газов стоят до 12 миллионов рублей.

При работе с кислородом образуется минимальное количество оплавленного шлака
Плюсы и минусы плазменной резки
Чтобы определиться с достоинствами и недостатками плазмореза, нужно сравнить его работу с ближайшими конкурентами: лазерным, гидроабразивным и кислородно-газовым резаками. В результате сравнения можно отметить такие положительные параметры:
- способность резки листов до 50 мм толщиной;
- возможность обработки любых видов металлов: от чёрных до цветных;
- высокую точность реза;
- скорость работы до 7 м/мин.;
- мобильность приборов с ручным управлением;
- минимальное количество шлака и оплава.
Но вместе с тем, присутствуют и сложности, о которых следует знать:
- сами аппараты и расходники к ним стоят довольно дорого;
- конусность реза минимальна.
Приборы для плазменной резки
На прилавках специализированных магазинов вы встретите приборы двух типов: для бесконтактной и контактной резки.
Бесконтактная резка используется для обработки пластика и натурального камня. В таких устройствах плазма образуется между соплом и электродом.

Бесконтактная резка используется для обработки пластика и натурального камня
Контактная обработка подразумевает непосредственное соприкосновение электродуги с металлом. Именно такие устройства обычно приобретают для бытовых нужд.
Автоматические устройства
Такие приборы можно встретить на промышленных предприятиях. Они управляются с помощью компьютеризированных систем и позволяют точно кроить серийные листовые детали толщиной до 7 см. Обычно это очень мощные агрегаты, которые питаются от сети в 380 В.

Стоимость подобных агрегатов – от миллиона рублей и выше
Ручные резаки
Устройства с ручным управлением мобильны и довольно компактны. Они состоят из самого плазмотрона, шланга, трансформаторного блока и выпрямительной подстанции.
Работа с такими аппаратами может происходить в двух направлениях:
- косвенной, бесконтактной резки струёй плазмы. Этот принцип используется для неметаллических поверхностей;
- прямой контактной резки для металлических деталей.

Такие устройства используются не только в быту, но и на предприятиях, осуществляющих металлообработку
Вес таких приборов редко превышает 25 кг, работают они от сети с обычным напряжением в 220 В. Подобные устройства универсальны и стоят от 15 тысяч рублей.
Источники питания плазматрона
Не все приборы для ручной резки работают от переменного тока. Некоторые резцы могут иметь преобразователи и усилители. Но КПД у них ниже, чем у инструментов, получающих питание постоянным током. Получается, что только такие приборы являются универсальными для резки любых изделий.

Для цветных металлов, температура плавления которых ниже стали, достаточно использования резака с инвертором. Это самый оптимальный выход, позволяющий работать в мобильном режиме
Трансформаторы весят гораздо больше, но и мощность выдают соответствующую. Они не дают сбои при перепадах напряжения. Плюс трансформаторы можно использовать постоянно, не делая перерывы на остывание. Но и счётчик электроэнергии при этом мотает киловатты с космической скоростью.
Критерии выбора плазматрона
На что следует обратить внимание при выборе инструмента? Вот существенные критерии:
- Универсальность модели. Обратите внимание на аббревиатуры в наименовании: CUT – только для металлов, TIG – аргонодуговая сварка и MMA – использование штучных электродов.
- Наличие инвертора или трансформатора в качестве источника питания. Трансформаторный более мощный, инверторный – лёгкий.
- Контактная или бесконтактная резка. Бесконтактные модели, как правило, более мощные.
- Бытовое и промышленное назначение. Разница не только в стоимости и габаритах, но и в вольтаже подключаемой сети.
- Максимально возможная толщина обработки металлов. Она зависит от мощности прибора. Для резки 1 мм толщины нержавейки и чёрных металлов нужна сила тока в 4 А, для цветных металлов – 6 А.
- Длительность рабочего цикла. Этот параметр указывается в технических характеристиках изделия и считается в процентах. Например, показатель в 60% означает, что после 6 минут работы нужно дать прибору отдыхать 4 минуты. 100% показатель имеют модели трансформаторного типа. Во многих из них для охлаждения используется водяной контур.
- Наличие встроенного или наружного компрессора. Встроенные варианты не отличаются мощностью, так что их чаще можно встретить в качестве бытовых приборов. Они более компактны.
- Удобство пользования. Этот фактор формируется из длины шланга, и чем он длиннее, тем проще работать с прибором. Но слишком длинные шланги приводят к падению мощности.


Если есть необходимость в длительной и непрерывной работе, лучше выбирать внешний компрессор
Практика использования плазменного резака и требования безопасности
Плазморез – потенциально опасный инструмент, так как использует электродугу и производит высокотемпературную плазму. По этой причине резаком не работают при отрицательных температурах. Не стоит браться за прибор при отсутствии опыта. Особенно важно следить за износом сопла и электродов. Их несвоевременная смена может привести к печальным последствиям.
Как работать плазменной резкой – в этом видеокурсе:
Резка металла с помощью плазмореза

Содержание:
- 1. Что нужно знать о безопасности?
- 2. Как подготовить аппарат к работе?
- 3. Как правильно подобрать силу тока?
- 4. Как разжигать плазменную дугу?
- 5. Как поддерживать расстояние между горелкой и металлом?
Плазменная резка получила широкое распространение в различных отраслях производства, ведь с ее помощью можно разрезать практически любые токопроводящие металлы: от алюминия и нержавейки до углеродистой стали и титана. Этот метод используют как на крупных предприятиях, так и в небольших частных мастерских. Овладев основными приемами плазменной резки, Вы сможете легко выполнять прямые и фигурные резы, делать проемы и отверстия в металлических заготовках, выравнивать кромки листов и выполнять более сложные работы. Впервые работая с плазморезом, хочется, чтобы результат оправдал ожидания. Но, к сожалению, не у всех начинающих резчиков это получается. Для примера приведем наиболее распространенный случай из практики. Пользователь работает с купленным недавно плазморезом. Но почему-то возникают проблемы: то дуга нестабильная, то пламя гаснет, то аппарат вовсе отключается. Возникает подозрение – некачественный ток в центральной электросети. Пока время уходит на поиск и устранение неполадок, работа стоит. А на самом деле причина может быть в другом. Сколько раз случалось, когда пользователи во всем винили центральную проводку, а на деле оказывалось, что было неправильно выставлено давление воздуха или сила тока. Чтобы такого не случилось, при работе с плазморезом нужно учесть множество нюансов.
Освоить азы технологии плазменной резки не так сложно, главное – детально во всем разобраться. Мы расскажем обо всем по порядку. А начать нужно с вопроса безопасности проведения работ. Ведь от соблюдения правил зависит Ваше здоровье.
Что нужно знать о безопасности?

Сначала перечислим факторы, которые представляют опасность при работе с аппаратом плазменной резки: электрический ток, высокая температура, ультрафиолетовое излучение, раскаленный металл. Чтобы защитить себя, нужно работать в специальной экипировке. Глаза должны быть защищены очками или щитком сварщика (стекла 4 или 5 класса затемнения), руки – перчатками, ноги – штанами из плотной ткани и закрытой обувью. Стоит отметить, что при работе с резаком образуется газ с примесями озона, водорода и частиц металла. Наиболее опасными являются окислы марганца, соединения кремния и хрома, окись титана, которые представляют угрозу не только для легких, но и для других внутренних органов. Чтобы не вдыхать эти вредные пары, нужно обеспечить в помещении хорошую вентиляцию, а на лицо надевать защитную маску.
Что касается электробезопасности, то нужно соблюдать несколько обязательных требований:
- Плазменная резка должна подключаться в сеть с предохранителем или автоматическим выключателем.
- Параметры тока в электросети должны соответствовать характеристикам устройства.
- Обязательно убедитесь в том, что обеспечено хорошее заземление розеток, а также рабочей подставки аппарата и находящихся поблизости металлических предметов.
- Проверьте электрические и силовые кабели на предмет повреждений. Не используйте их, если изоляция повреждена.
Ответственный подход и соблюдение мер безопасности помогут Вам избежать травм, а также снизить риск получения профессиональных заболеваний.
Как подготовить аппарат к работе?
Подробный алгоритм подключения плазмореза к электросети и источнику сжатого воздуха Вы найдете в инструкции, поэтому мы не будем заострять внимание на этом этапе. Лучше обозначим наиболее важные аспекты, которые напрямую влияют на качество выполнения работ.
Аспект 1: Установите аппарат таким образом, чтобы к его корпусу был обеспечен доступ воздуха для охлаждения. Это позволит трудиться продолжительное время и избежать отключений оборудования в связи с перегревом. При этом на него не должны попадать капли расплавленного металла и какие-либо жидкости.
Аспект 2: Позаботьтесь о подаче качественного воздуха от пневмосети или компрессора. Установите влагомаслоотделитель, чтобы частицы масла и воды не попали в резак. В противном случае увеличится износ расходных материалов, а также может прийти в негодность сам плазмотрон. Убедитесь, что давление подаваемого воздуха соответствует параметрам аппарата плазменной резки. При недостаточном давлении дуга будет нестабильна (появятся наплывы и шлак в месте реза), а при избыточном могут прийти в негодность важные рабочие элементы.
Аспект 3: Тщательно подготовьте заготовку перед тем, как ее резать. Если на поверхности есть краска или ржавчина, нужно ее счистить, чтобы при нагреве металла не выделялись ядовитые пары. Кроме того, не рекомендуется резать без предварительной очистки резервуары и емкости, в которых были горючие вещества.
Помните, что правильно проведенные подготовительные работы являются гарантией эффективности использования плазменной резки. Теперь перейдем к рассмотрению самого процесса резки металла.
Как правильно подобрать силу тока?
Чтобы получить ровный и аккуратный рез, без окалины, наплывов и шлака, нужно грамотно выставить на аппарате силу тока, необходимую для разрезания конкретной заготовки. Для этого нужно знать, какая сила тока приходится на расплавление 1 мм материала. Для разных видов металла будет свое значение:
- При работе с чугуном и сталью – 4 А.
- При работе с цветными металлами и их сплавами – 6 А.

К примеру, для обработки стального листа толщиной 20 мм на аппарате нужно выставить силу тока не менее 80 А, а для работы с алюминиевым листом такой же толщины – 120 А. Но это еще не все, что нужно учесть при работе. Чтобы металл успел расплавиться в месте реза, но при этом не деформировался при тепловом воздействии плазмы, важно подобрать оптимальную скорость ведения резака. Она может быть от 0,2 до 2 м/мин., в зависимости от выставленной силы тока, толщины заготовки и вида металла, Конечно, первое время новичку будет сложно измерить скорость и подобрать наиболее подходящую, это придет с опытом. А на первое время запомните простое правило: ведите горелку так, чтобы искры были видны с обратной стороны разрезаемой заготовки. Если их не видно – металл разрезан не насквозь, скорость большая. Но слишком медленное ведение резака, особенно при высокой силе тока, может стать причиной образования окалины, угасания дуги и ухудшению качества реза.
Как разжигать плазменную дугу?
Прежде чем приступать к резке, нужно сделать продувку резака газом. Для этого нажмите и отпустите кнопку поджига на резаке, плазмотрон перейдет в режим продувки. Выждите не меньше 30 секунд, прежде чем зажигать дугу, за это время из резака должен удалиться конденсат и инородные частицы. После этого можно нажимать на кнопку розжига – появится дежурная или, как ее называют, пилотная дуга. Как правило, пилотная дуга горит не более 2 секунд. Поэтому за это время должна зажечься рабочая дуга. У разных моделей плазморезов это происходит по-разному, в зависимости от типа поджига. Различают:
- Контактный – для получения рабочей дуги необходимо короткое замыкание, которое возникает следующим образом: после того, как зажглась дежурная дуга, при нажатии на кнопку блокируется подача воздуха – контакт замыкается. После автоматического открытия воздушного клапана контакт размыкается, а поток воздуха выводит искру из сопла. Между электродом с отрицательной полярностью и металлом с положительной полярностью возникает плазменная дуга. Помните, что контактный поджиг не значит, что нужно прислонять сопло к металлу.
- Бесконтактный – такой тип розжига используется в аппаратах, сила тока которых превышает 50 А (его еще называют осциллятором или высокочастотным зажиганием). Дежурная дуга имеет высокую частоту тока и высокое напряжение, она возникает между электродом и соплом. При приближении сопла к поверхности разрезаемой заготовки образуется рабочая дуга.
После зажигания рабочей дуги, пилотная гаснет. Если Вам не удалось с первого раза получить рабочую дугу, то нужно отпустить кнопку на резаке и вновь нажать ее – это будет новый цикл. Дуга может не разжигаться из-за недостаточного давления воздуха в пневмосистеме, неправильной сборки плазмотрона или неполадок в работе электроэлементов. Выключите аппарат, проверьте правильность подключения и давление на входе. Еще раз попробуйте осуществить розжиг.
Также стоит помнить, что в процессе резки рабочая дуга может гаснуть. Это может случиться по причине износа электрода, но чаще всего проблемы возникают при несоблюдении расстояния между резаком и деталью. Естественно, это сказывается на скорости выполнения работ и на качестве реза.
Как поддерживать расстояние между горелкой и металлом?

Бывают аппараты плазменной резки, которые рассчитаны на разрезание металла с упором на сопло, то есть, вплотную к заготовке – соблюдать расстояние не нужно. Но большинство моделей оборудования для этого не предназначено – сопло будет быстро изнашиваться, резак будет отключаться. Для них оптимальным расстоянием между заготовкой и соплом будет 1,6-3 мм. Если превысить его, то дуга будет затухать, придется поджигать ее снова – аккуратного реза не получится. Особенно важно поддерживать одинаковое расстояние при выполнении кропотливых работ, например, фигурной резки. Чтобы удерживать зазор, многие пользователи устанавливают на резак специальную дистанционную направляющую, и опираются ею на заготовку, а не соплом.
Не забывайте, что держать резак нужно таким образом, чтобы сопло было перпендикулярно заготовке. Угол отклонения не должен превышать 10-50 градусов, иначе рез будет неаккуратным. Если Вы режете металлическую заготовку, толщина которой не превышает 25% от максимально допустимой производителем, держите горелку не перпендикулярно поверхности, а под небольшим углом. Так Вы сможете избежать сильной деформации тонкого металла. При этом следите, чтобы расплавленный металл не попадал на сопло резака.
Помните, что сопло и электрод являются оснасткой, которая подвержена наибольшему износу при выполнении работ. Своевременно заменяйте эти элементы, согласно требованиям инструкции. Тогда во время плазменной резки будет обеспечена стабильная дуга, не будет наплывов и шлака на обрабатываемой поверхности – рез будет аккуратным и ровным.
Надеемся, что наша статья была Вам полезна, и эту информацию Вы будете успешно применять на практике. Подробнее о том, как использовать плазменную резку, Вы узнаете из инструкции конкретной модели аппарата. Соблюдая все правила Вы быстро «набьете руку» и будете справляться как с простыми работами, например, нарезкой профиля или металлических листов, так и с более сложными – вырезанием отверстий и различных фигур.
Электропрогрев бетона с помощью провода ПНСВ — расчет и схема подключения
Во время сооружения монолитных бетонных конструкций используется несколько технологий, которые требуются для создания оптимальных температурных условий. Это может быть применение специальных проводов для обогрева или теплоавтоматов, а также тепляков. Первый вариант наиболее востребован, поскольку в сравнении с аналогами менее энергоемкий и финансово затратный.
- Зачем нужен прогрев бетона
- Принцип работы и виды прогревочных проводов
- Разновидности и особенности кабелей КДБС и ВЕТ
- Электропрогрев бетона проводом ПНСВ
- Установка провода
- Преимущества и недостатки
- Монтаж секционного обогревочного кабеля
- Достоинства и недостатки сегментированного кабеля
- Постобработка бетона
Зачем нужен прогрев бетона

Если вода в растворе бетона замерзнет, он не наберет технологической прочности
Электропрогрев бетона требуется в холодное время года, когда температура окружающей среды опускается ниже температуры замерзания воды, что влечет за собой гидратацию бетонного раствора. Смесь не затвердевает, как требуется, а частично замерзает.
С приходом тепла начинает активный процесс оттаивания, в результате монолитность конструкции нарушается, что отрицательно сказывается на долговечности и сопротивлении проникновения влаги в полости монолитных блоков.
Чтобы предотвратить нежелательные и опасные для здоровья и жизни человека последствия, обязательно осуществляют прогрев бетона в зимнее время специальными проводами. Расчет метража и схемы прокладки проводят на этапе проектирования здания.
Принцип работы и виды прогревочных проводов
Наиболее распространен греющий провод типа ПНСВ. Это обусловлено простотой установки и приемлемой ценой в сравнении с аналогами.
Еще часто используют аналог ПНСП. Его основное конструктивное отличие заключается в изоляционном материале. Состав – полипропилен, за счет которого обеспечивается возможность повышать максимальную мощность тепловыделителя.
В таблице приведены основные технические и физические характеристики проводов типа ПНСП и ПНСВ.
| Марка провода | Расчетная масса 1 000 метров провода, кг | Оптимальная длина нагревательной секции при напряжении 220 В, м | Номинальный наружный диаметр, мм | Номинальное значение электрического сопротивления 1 метра нагревательной жилы, Ом |
| ПНСВ | 19 | 110 | 2,8 | 0,12 |
| ПНСВ | 18,5 | 95 | 2,7 | 0,18 |
| ПНСВ | 18 | 80 | 2,6 | 0,22 |
| ПНСП | 16,4 | 130 | 2,8 | 0,11 |
| ПНСП | 12,7 | 100 | 2,6 | 0,12 |
| ПНСП | 14,5 | 110 | 2,7 | 0,14 |
| ПНСП | 11,1 | 85 | 2,5 | 0,18 |
| ПНСП | 9,6 | 75 | 2,4 | 0,22 |
Нагревательные провода типа ПНСП и ПНСВ используются также для организации полов с подогревом в жилых помещениях.
Основная сложность, с которой сталкиваются строители при использовании нагревательных проводов, – необходимость проводить расчет требуемой длины. Незначительные погрешности исправляются за счет регуляции напряжения, которое поступает на прогревочный трансформатор.
Разновидности и особенности кабелей КДБС и ВЕТ

Провод прогревочный ПНСВ
Несмотря на широкое распространение описанные разновидности тепловых кабелей имеют весомый недостаток – необходимость использования специального дорогостоящего оборудования, которое регулирует мощность тепловыделения изменением напряжения.
Решением проблемы становится использование двухжильных секционных саморегулирующихся термокабелей. Отечественная модификация получила название КДБС, а европейская – ВЕТ (производитель — Финляндия). Для их полноценного и бесперебойного функционирования не требуется дополнительное оборудование, они подключаются напрямую к сети в 220 В.
Отличий в конструкции отечественной и европейской модели практически нет. В таблице приведен сравнительный анализ.
| Технические особенности | КДБС | ВЕТ |
| Степень защиты | IP67 | IP67 |
| Размер секций, м | От 10 до 150 | От 3,3 до 85 |
| Номинальный диаметр, мм | 7 | 6 |
| Рекомендованный радиус изгиба | 35 | 25 |
| Сопротивление изоляционного материала, Мом/м | 103 | 103 |
| Линейная мощность, Вт/м | 40 | В зависимости от модели и длины колеблется в пределах 35-45 |
| Рабочее напряжение, Вольт | 220-240 | 220-230 |
Отечественные модели имеют свои особенности маркировки. Кодируются они в следующем виде: ХХКДБС YY, где ХХ – это показатели линейной мощности, а YY – длина секции.
Электропрогрев бетона проводом ПНСВ

Заливка раствора в подготовленную для прогрева форму
После проведения и утверждения всех расчетов и схем приступают к прогреву. Технология следующая:
- Нагревательный элемент равномерно раскладывается в месте заливки. Важно, чтобы части кабеля не соприкасались друг с другом. Нагревательный объект не должен выходить за границы конструкции и взаимодействовать с опалубкой.
- Прежде чем выводить концы кабеля за границы обогрева, холодные концы надежно соединяют с нагревательными выходами методом пайки. Для максимальной защиты места пайки дополнительно оборачивают металлической фольгой.
- Проводится тест-проверка с использованием мегаомметра и измерение размеренной нагрузки тока по фазам.
- Если система работоспособная и нареканий в реализации проекта нет, конструкцию заливают бетонным раствором.
- Через понижающую трансформаторную подстанцию подается ток.
Это самый простой способ, позволяющий эффективно без нарушения особенностей эксплуатации прогреть бетон проводом.
Установка провода
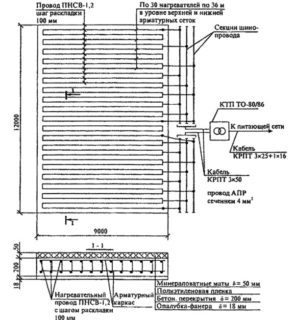
Схема укладки провода
Провод прокладывается внутри опалубки еще до начала заливки полостей бетоном. Как правило, его фиксируют мягкой алюминиевой проволокой к арматуре, но по правилам техники безопасности такой подход в реализации не приветствуется. Минимальный радиус закругления не менее 25 см, обусловлено это большой жесткостью стальной жилы. Это правило особенно актуально при понижении температуры окружающей среды, невзирая на то что виниловая изоляция сохраняет свои физические свойства при температуре до -30 градусов. При -10 градусах крутой изгиб может стать причиной нарушения целостности изоляционного слоя.
Для равномерного прогревания провода прокладывают параллельно друг другу с интервалом не более 15 см. Для 5 м.куб. бетона требуется около 30 м кабеля вида ПНСВ 1,2.
При напряжении в 220В требуется около 17 метров кабеля, а при 380В минимум 31 метр. При таком подходе вся система будет прогреваться равномерно. Если же будет проложена секция большей длины, выделение тепла будет происходить не дальше 5-6 метров от места подключения к питающей сети.
Подсоединение кабеля к питающей сети проводится за границами опалубки. Как правило, осуществляется это при помощи алюминиевых жил, которыми концы ПНСВ плотно обматываются несколькими витками.
Преимущества и недостатки
Таким способом прогревать монолитные бетонные конструкции выгодно за счет экономного энергопотребления и низкой стоимости кабелей. Отдельного внимания заслуживает устойчивость проволоки к химическому воздействию (кислотному и щелочному), что позволяет их применять при добавлении в строительную смесь разных присадок.
Несмотря на весомые достоинства, есть и недостатки:
- необходимость в использовании специального оборудования – ПТ;
- сложность в проведении расчетов требуемой длины кабеля.
Стоимость специального оборудования – понижающих станций – высока. Процесс использования недолгий, а стоимость аренды, как правило, составляет около 10% себестоимости агрегата. Применение сварочных аппаратов представляется возможным при обогреве небольших сооружений.
Монтаж секционного обогревочного кабеля

Греющий провод в опалубке
При установке секционного обогревочного кабеля не стоит вопрос с обрезкой, поскольку нагреватели реализуются готовыми секциями, а не в бухтах. Для бетонирования в зимнее время требуется рассчитать мощность обогревающего элемента на основании используемых кубов бетона в монолитной бетонной конструкции.
К технологии ТМО бетона прилагается инструкция, где указано, что на обогрев 1 м.куб. строительной смеси потребуется от 500 до 1500 Вт. Все зависит от погодных условий на улице. Если воспользоваться несколькими несложными техническими приемами, удастся существенно сократить расходы на оплату электроэнергии:
- предварительно утеплить опалубку;
- применять специальные насадки для смеси, которые позволяют понижать точку замерзания раствора.
Если предстоит залить перекрытия или балки, расчет требуемого материала проводится из 4 погонных метров на каждый квадратный метр поверхности. Если предстоит возвести объемные конструкции, например, двутавровые бетонные балки, электрообогрев укладывают ярусами с интервалом не более 0,4 метра. Защита греющих проводов позволяет их надежно приматывать к арматуре.
Интервал между электрообогревателем и поверхностями конструкции должен быть не менее 20 см. Для равномерного обогрева расстояние между кабелями должно быть одинаковым.
Достоинства и недостатки сегментированного кабеля
КДБС кабель для прогрева бетона
Сегментированные провода имеют неоспоримые преимущества в сравнении со своими аналогами:
- несложный расчет длины требуемого обогревательного элемента, простота установки;
- вероятность поражения электроэнергией минимальная;
- для организации прогрева строительного материала не требуется дополнительное использование дорогостоящего оборудования.
К недостаткам можно отнести сравнительно высокую стоимость.
Постобработка бетона
Вскоре после прогрева бетонных монолитных конструкций нельзя приступать к их обработке. Предварительно строительный материал должен затвердеть и достичь оптимальных показателей марочной прочности.
Ударные нагрузки также противопоказаны. Допускается резка. Для этого применяют оборудование, оснащенное алмазными насадками, после которых не образуются трещины. В целом прогрев бетона греющими проводами напоминает работу и устройство теплых полов.
Использование нихромовых кабелей для прогрева бетонной смеси запрещено правилами техники безопасности. Кроме того, такой подход обойдется заказчику в большие финансовые затраты.
Провод для прогрева бетона — принцип действия, виды, укладка и монтаж
При строительстве монолитных бетонных конструкций в зимнее время применяется несколько технологий для создания необходимых температурных условий. Это может быть установка специальных тепляков, применение тепломатов или специального провода для прогрева бетона. Первый способ наиболее энергоемкий, поэтому экономически невыгоден, второй вариант подразумевает установку тепловых станций, прогревающих только верхние слои, что также вносит ряд ограничений на применение. Последний вариант наиболее востребован, о нем и пойдет речь в данной публикации.
Зачем нужен прогрев бетона?
В холодное время года, когда температура окружающего воздуха опускается ниже точки замерзания воды, возникают проблемы с гидратацией бетонного раствора. Проще говоря, смесь частично замерзает, а не полностью затвердевает. После повешения температуры окружающей среды начинается процесс оттаивания, монолитность смеси может быть нарушена, что отрицательно отразится на монолитности конструкции, ее сопротивлению проникновения воды, что приведет к снижению долговечности.
 Последствия заливки раствора на морозе, в этом случае не поможет даже гидрошпонка Аквабарьер или другая гидроизоляция
Последствия заливки раствора на морозе, в этом случае не поможет даже гидрошпонка Аквабарьер или другая гидроизоляция
Чтобы избежать перечисленных последствий, обязательно необходимо зимой делать электропрогрев бетонной смеси. При этом изотермическом процесс не возникает нарушений в ее структуре, что положительно отражается на прочности возводимой конструкции.
Виды нагревательных проводов и кабелей
Чаще всего для электроподогрева бетона применяются провода ПНСВ. Это объясняется его относительно невысокой стоимостью и простым монтажом. Ниже представлен внешний вид термопровода, его конструктивные особенности и расшифровка маркировки.
 Внешний вид провода ПНСВ (А), расшифровка маркировки (В) и конструкция (С)
Внешний вид провода ПНСВ (А), расшифровка маркировки (В) и конструкция (С)
В качестве альтернативы может применяться аналог – ПНСП, основное отличие которого заключается в изоляции, она выполнена из полипропилена, что позволяет незначительно повысить максимальную мощность тепловыделения.
 Таблица основных параметров проводов ПНСВ и ПНСП
Таблица основных параметров проводов ПНСВ и ПНСП
Обратим внимание, что провода данного типа могут использоваться в качестве напольных обогревателей, которые работают по принципу теплого пола.
Основная трудность, связанная с применением термопроводово данного типа, заключается в необходимости произвести расчет их длины. Небольшие просчеты можно исправить регулируя уровень напряжения, поступающего с прогревочного трансформатора.
Подробно о том, как производится монтаж ПНСВ, а также описание связанных с этим процедур (расчет длины проводов, схема укладки, составление технологической карты и т.д.) будет приведено в другом разделе.
Разновидности и особенности кабелей КДБС и ВЕТ
Основной недостаток описанных выше термопроводов – необходимость дополнительного оборудования, позволяющего регулировать мощность тепловыделения путем изменения напряжения. Значительно упростить задачу можно применяя двужильные секционные саморегулирующие термокабели, а именно финский ВЕТ или отечественный КДБС. Они не требуют для подогрева дополнительного оборудования и подключаются напрямую к сети 220 вольт. Устройство прогревочного кабеля представлено ниже.
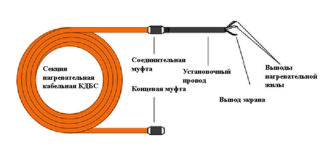
 Основные элементы конструкции кабеля обогревочного
Основные элементы конструкции кабеля обогревочного
Обозначение:
- А – Выходы нагревательных жил.
- В – Установочный кабель, служащий для подключения КДБС к сети 220в, для этой цели можно использовать любой соединительный провод, например АПВ.
- С – Муфта, для подключения нагревательной секции.
- D – Концевая изоляторная муфта.
- Е – Нагревательная секция фиксированной длины.
Конструктивно кабель ВЕТ практически не отличается от рассмотренного выше отечественного аналога, что касается основных технических характеристик, то они приведены в сравнительной таблице ниже.
 Таблица сравнительных характеристик кабелей ВЕТ и КДБС
Таблица сравнительных характеристик кабелей ВЕТ и КДБС
Что касается маркировки, то отечественные изделия данного типа кодируются в следующем виде: ХХКДБС YY, где ХХ – характеристика линейной мощности, а YY – длина секции. В качестве примера можно привести маркировку 40КДБС 10, которая указывает мощность 40 Вт на метр, а сама секция десятиметровой длины.
Технология прогрева с использованием ПНСВ
Принцип действия довольно простой: при подаче напряжения происходит нагрев провода, который в свою очередь нагревает бетонную смесь. Поскольку для нагрева рекомендуется ограничится напряжением 70 В, потребуется понижающий трансформатор (далее ПТ) соответствующей мощности.
![]() Трансформаторная подстанция КТПТО 80 для работы с термопроводом
Трансформаторная подстанция КТПТО 80 для работы с термопроводом
Перед тем, как осуществлять монтаж, необходимо рассчитать длину прогревочного провода. При этом необходимо принимать во внимание его тип и характеристики, напряжение трансформаторной подстанции, объема бетонной смеси, температуры окружающей среды, а также характер конструкции (предполагается заливка колоны, балки) и т.д. Чтобы не запутаться в расчетах, можно воспользоваться онлайн калькулятором для расчета нагревательного проводника ПНСВ или другого кабеля (ПНБС, ПТПЖ и т.д.).
Для нагрева бетонной смеси, объемом один кубометр необходимо около 1200-1300 Вт. Если мы будем использовать провод данной марки сечением 1,20 мм, то потребуется прогревочник 30-45 м (для точного расчета длины необходимо знать температурные условия).
Помимо этого необходимо учитывать силу тока, для нормальной работы погруженного в раствор кабеля допустимо 14,0 – 18,0 Ампер (в зависимости от схемы подключения).
 Электрическая схема подключения ПНСВ А) звездой В) треугольником
Электрическая схема подключения ПНСВ А) звездой В) треугольником
Монтаж ПНСВ
Приведем краткое руководство стандартной методики:
- Выбираем диаметр провода согласно техкарте, как правило это 1,20-4,0 мм. Если планируется обогрев армированных конструкций, то рекомендуется остановиться на ПВХ изоляции, поскольку она более прочная. Для неармированных конструкций допускается применять провод с полипропиленовым покрытием.
- Нарезка производится сегментами равной длины, после чего их сворачивают спиралью (Ø 30,0-45,0 мм).
- Укладка спиральных ниток производится в арматурный каркас или их располагают в фанерном или деревянном каркасе (опалубке).
- Характеристики ПНСВ не предполагают его работу в качестве обогревателя за пределами бетонной смеси. При таких условиях он сразу выходит из строя. Для исправления ситуации используется любой монтажный провод большего сечения, который подключают к выводам сегмента.
 Пример как подключить ПНСВ с помощью холодных концов
Пример как подключить ПНСВ с помощью холодных концов - После того, как опалубку зальют бетонной смесью, дожидаются, пока она начнет схватываться, после чего производится включение трансформаторной подстанции. С ее помощью осуществляют установку необходимой температуры путем увеличения или уменьшения напряжения.
 Пример как подключить ПНСВ с помощью холодных концов
Пример как подключить ПНСВ с помощью холодных концовОбратим внимание, принцип и схема укладки ПНСП, ПНБС, ПТПЖ практически не отличается от ПНСВ.
Использование сварочного аппарата в качестве ПТ.
Такой способ подогрева вполне возможен, приведем пример как это можно реализовать такой метод. Допустим, нам необходимо залить плиту объемом 3,7 кубических метра, при температуре на улице – 10°С. Для этой цели потребуется сварочная установка на 200,0-250ампер, клещи для измерения тока, провод ПНСВ, холодные концы и тканевая изоляционная лента.
Нарезаем восемь сегментов по 18,0 метров, каждый такой может выдержать ток до 25,0 А. Мы оставим небольшой запас и возьмем для подключения к сварочному аппарату на 250,0 А восемь таких сегментов.
К каждому выходу отрезка подсоединяем на скрутке монтажный провод (подключаем холодные концы). Производим укладку ПНСВ, ее схема будет приведена ниже. Соединение холодных концов (плюс и минус отдельно) желательно делать при помощи клеммника, размещенном на текстолите или любом другом изоляционном материале.
 Подключение ПНСВ к сварочному аппарату
Подключение ПНСВ к сварочному аппарату
Завершив заливку, подключаем прямой и обратный выход аппарата (полярность не имеет значения), предварительно выставив ток на минимум. Проводим измерение тока нагрузки на отрезках, он должен быть порядка 20,0 А. В процессе нагрева сила тока может немного «проседать», когда это происходит, увеличиваем ее на сварке.
Плюсы и минусы ПНСВ
Прогревать таким способом бетон довольно выгодно. Это объясняется как низкой стоимостью провода и относительно небольшим расходом электричества. Отдельно необходимо отметить устойчивость проволоки к щелочному и кислотному воздействию, что позволяет использовать данный способ при добавлении в смесь различных присадок.
Основные недостатки:
- сложность расчетов при расчете длины провода;
- необходимость использования ПТ.
Понижающие станции стоят довольно дорого, а учитывая длительность процесса брать их в аренду не выгодно (такие услуги обходятся в 10% от себестоимости изделия). Использование сварочных аппаратов делает возможным обогрев небольших конструкций, но поскольку она не рассчитана на такой режим работы, выход ее из строя и последующий дорогостоящий ремонт довольно вероятны.
Монтаж секционного обогревочного кабеля
Поскольку такие нагреватели для бетона поставляются не в бухтах, а готовыми секциями, снимается вопрос с обрезкой. Все что необходимо для сбора установки для зимнего бетонирования это рассчитать мощность сегмента исходя из того сколько кубов бетона в конструкции, после чего выбрать кабель соответствующей длины.
Начнем с краткого руководства по расчетам и небольших рекомендаций по монтажу:
- В инструкции к технологии ТМО бетона указывается, что на обогрев кубометра смеси требуется от 500 до 1500 Вт (зависит от температуру воздуха). Расход электроэнергии можно существенно снизить, если применить несколько несложных технических приемов:
- Использовать специальные присадки для смеси, позволяющие понизить точку замерзания раствора.
- Утеплить опалубку.
- Если производится заливка балки или перекрытия, расчет обогревочного кабеля производится из 4 погонных метров на 1 м 2 площади поверхности. При возведении объемных элементов, таких как двутавровые бетонные балки, электрообогрев укладывают ярусами, с расстоянием между ними не более 40,0 см.
- Защита кабеля позволяет приматывать его к арматуре.
- Расстояние от поверхности конструкции до уложенного внутри электрообогревателя должно быть как минимум 20,0 см.
- Чтобы бетонная смесь прогревалась равномерно, нагреватели должны быть уложены на одинаковом расстоянии.
- Между разными контурами должно быть не менее 40,0 мм.
- Запрещено пересечение греющих проводников.
Преимущества и особенности сегментированного кабеля
К несомненным положительным качествам продукции данного типа следует отнести:
- Для организации прогрева бетона при помощи не требуется наличие дорогостоящего дополнительного оборудования (ПТ).
- В отличие от сушки электродами вероятность поражения электричеством минимальна.
- Легкий монтаж и несложный расчет длины сегмента.
Особенности:
ВЕТ кабель стоит существенно дороже, чем провод для прогрева бетона ПНСВ. Отечественный КДБС, например производимый компанией ЭТМ в Красноярске, несколько улучшает положение, но не намного. Именно поэтому данные кабели применяются при возведении небольших бетонных и ЖБТ конструкций.
В качестве заключения.
Мы описали только один способ обогрева бетона, на самом деле их значительно больше. Они будут рассмотрены в других публикациях.
В завершении считаем необходимым ответить на вопрос, неоднократно встречающийся в сети, почему нельзя для прогрева бетона использовать нихромовые провода. Во-первых, это удовольствие было бы очень дорогим, во-вторых, правилами техники безопасности запрещено. Именно поэтому не стоит калькулятор для расчета числа витков нихрома, чтобы сделать обогрев трубы или бетона.
Прогревание бетона проводом: технологии, расчеты, советы
 Ни одно строительство не обходится без такого материала, как бетон. Иногда он требует прогрева, а это процесс достаточно серьезный. Здесь важно знать в точности всю технологию процесса. От этого напрямую зависит прочность и долговечность изготавливаемого материала. Самый распространенный способ – прогрев бетона проводом.
Ни одно строительство не обходится без такого материала, как бетон. Иногда он требует прогрева, а это процесс достаточно серьезный. Здесь важно знать в точности всю технологию процесса. От этого напрямую зависит прочность и долговечность изготавливаемого материала. Самый распространенный способ – прогрев бетона проводом.
Зачем прогревают бетон?
Строительство зданий, сооружений и прочих конструкций с использованием раствора в зимнее время не обходится без обогрева. Как правило, гидратация раствора при отрицательных температурах полностью не проходит. А еще вы можете прочитать про марку бетона для ленточного фундамента, его типы, технология заливки, самостоятельный расчет. Он затвердевает не целиком, некоторые участки смеси замерзают. После оттаивания связь смеси будет нарушена, что непременно скажется на качестве и долговечности сооружения.
Зимой электрический прогрев конструкции обязателен. Процесс затвердевания смеси ускоряется в определенных (плюсовых) температурных условиях. При этом не нарушается структура связующей смеси, и не страдает прочность непосредственно самой конструкции. Вот зачем прогревают бетон проводом в холодное время года.
Каким материалом воспользоваться?
![]() Самым распространенным материалом для этого является провод нагревательный ПНСВ. Он прост в применении, к тому же сравнительно недорогой. Состоит из оцинкованной или стальной однопроволочной жилы, имеющей круглую форму, и полиэтиленовой или ПВХ пластикатовой изоляции. Такой материал используют для прогрева в температурных условиях от + 5 градусов и ниже. На этой странице вы сможете узнать про пропорции для приготовления бетона, его компоненты и параметры.
Самым распространенным материалом для этого является провод нагревательный ПНСВ. Он прост в применении, к тому же сравнительно недорогой. Состоит из оцинкованной или стальной однопроволочной жилы, имеющей круглую форму, и полиэтиленовой или ПВХ пластикатовой изоляции. Такой материал используют для прогрева в температурных условиях от + 5 градусов и ниже. На этой странице вы сможете узнать про пропорции для приготовления бетона, его компоненты и параметры.
Способ прогрева бетона проводом ПНСВ достаточно прост. ПНСП сильно нагреваются и передают тепло конструкции. Для проведения процедуры одного нагревательного элемента не достаточно. Понадобится трансформаторная подстанция (понижающая), которая имеет систему, отвечающую за регулировку тепловой силы. Исходя из внешних изменений температурного режима, устройство регулирует тепловую мощность. Именно от такой подстанции и будет происходить нагрев. Такая установка позволяет нагревать смесь до 30 куб.м.
Как рассчитать обогрев конструкции?
Расчет прогрева бетона проводом заключается в следующем: на один кубический метр смеси понадобится примерно 60 метров ПНСВ. Учитывается так же площадь, вид конструкции, необходимая электрическая мощность. Необходимая длина секции нагревательного элемента также может завесить от напряжения трансформаторной подстанции. То есть чем ниже ее напряжение, тем меньше нужна длина. Перед тем как приступать к расчету, прочитайте про бетон для фундамента: состав, пропорции, основные марки. А так же про то, какой расход цемента в бетонной смеси: основные качества составляющих, пропорции цемента в различных марках бетона, допустимые погрешности.
 Провод ПНСВ, будучи погруженным в раствор, нормально функционирует при рабочем токе в 14-16 Ампер. Поэтому преимущественно выбирать именно такой показатель рабочего тока. При этом на открытом воздухе с таким показателем нагревательный элемент достаточно быстро выходит из строя. Вследствие этого его холодные концы (часть, которая должна остаться за пределами конструкции) должны состоять из другого провода – АПВ. Их длина обычно составляет от полуметра до метра. Оптимальным напряжением будет третья ступень трансформаторной подстанции – 75 Вольт.
Провод ПНСВ, будучи погруженным в раствор, нормально функционирует при рабочем токе в 14-16 Ампер. Поэтому преимущественно выбирать именно такой показатель рабочего тока. При этом на открытом воздухе с таким показателем нагревательный элемент достаточно быстро выходит из строя. Вследствие этого его холодные концы (часть, которая должна остаться за пределами конструкции) должны состоять из другого провода – АПВ. Их длина обычно составляет от полуметра до метра. Оптимальным напряжением будет третья ступень трансформаторной подстанции – 75 Вольт.
Перед тем как прогреть бетон проводом, следует разработать субъективную для конкретной конструкции технологическую карту и составить схему укладки нагревательного элемента. Схема прогрева бетона проводом обычно выглядит так: чертеж конструкцией с обозначениями мест укладки провода. Он обычно укладывается змейкой, не соприкасаясь друг с другом. На чертеже обязательно следует определить точки выхода (холодных концов) нагревательного элемента.
Технология прогрева: пошаговое руководство
После того, как произведены все расчеты, составлена технологическая карта и схема, можно приступать к процессу прогрева:
- Нагревательный элемент следует уложить равномерно в места заливки. Он не должен соприкасаться с другими своими частями. Так же следует следить, чтобы нагревательный элемент не выходил за пределы конструкции и не касался опалубки.
- Прежде чем вывести концы кабеля за пределы обогрева, следует соединить холодные концы с нагревательными выходами, спаяв их. Для того, что бы тепловое поле хорошо сохранялось, рекомендуется участки пайки обвернуть металлической фольгой.
- При помощи мегомметра следует провести тест-проверку для того, чтобы обеспечить размеренную нагрузку тока по фазам.
- Заливают конструкцию раствором бетона.
- На этом этапе через трансформаторную подстанцию (понижающую) можно подавать ток.
 Нагревательный элемент следует уложить равномерно в места заливки. Он не должен соприкасаться с другими своими частями. Так же следует следить, чтобы нагревательный элемент не выходил за пределы конструкции и не касался опалубки.
Нагревательный элемент следует уложить равномерно в места заливки. Он не должен соприкасаться с другими своими частями. Так же следует следить, чтобы нагревательный элемент не выходил за пределы конструкции и не касался опалубки.Это один из самых простых способов, как осуществить прогрев бетона проводом. Видео по теме поможет лучше разобраться и понять, что собой представляет технологический прогрев бетона.
Обогрев конструкции без трансформатора
Прогрев бетона проводом без трансформатора осуществляется при помощи специального финского кабеля «БЕТ» или электрической резиновой кабельной греющей секции. И «БЕТ», и греющий кабель работают от обычной розетки питания с напряжением 220 Вольт. Так же как и прогрев бетона проводом ПНСВ, процесс его прогрева без трансформатора прост: материал укладывается в места заливки по соответствующей схеме, бетонируется, а выведенные концы подключаются к сети.
Из всего вышесказанного, следует вывод, что технология прогрева бетона проводом не представляет особой сложности. Главное в этом деле – правильный расчет и точная схема, по которой следует максимально точно распределить нагревательный элемент по бетонной конструкции. А здесь вы сможете узнать про бетон марки М200.
Прогрев бетона нагревательным проводом ПНСВ
Заливка бетона зимой имеет свои сложности. Главной проблемой считается нормальное затвердевание раствора, вода в котором может замерзнуть, и он не наберет технологической прочности. Даже если этого не случится, низкая скорость высыхания состава сделает работы нерентабельными. Прогрев бетона проводом ПНСВ поможет снять этот вопрос.
Электропрогрев бетона в зимнее время – наиболее удобный и дешевый способ достигнуть нужной твердости материала. Он разрешается нормами СП 70.13330.2012, и может применяться при выполнении любых строительных работ. После отвердевания бетона, провод остается внутри конструкции, поэтому применение дешевого ПНСВ дает дополнительный экономический эффект.

- Применение
- Характеристики провода
- Технология прогрева и схема укладки
- Расчет длины
Применение
Прогрев бетона в зимнее время кабелем дает возможность решить две основные проблемы. При температурах ниже нуля вода в растворе превращается в кристаллики льда, в результате реакция гидратации цемента не просто замедляется, она прекращается полностью. Известно, что при замерзании вода расширяется, разрушая образовавшиеся в растворе связи, поэтому после повышения температуры он уже не наберет нужной прочности.
Раствор затвердевает с оптимальной скоростью и сохранением характеристик при температуре порядка 20°C. При падении температуры, особенно ниже нуля, эти процессы замедляются, даже с учетом того, что при гидратации выделяется дополнительное тепло. Чтобы выдержать технические условия, зимой не обойтись без прогрева бетона проводом ПНСВ или другим предназначенным для этого кабелем в таких ситуациях, когда:
- не обеспечена достаточная теплоизоляция монолита и опалубки;
- монолит слишком массивен, что затрудняет его равномерный прогрев;
- низкая температура окружающего воздуха, при которой замерзает вода в растворе.

Характеристики провода
Кабель для прогрева бетона ПНСВ состоит из стальной жилы с сечением от 0,6 до 4 мм², и диаметром от 1,2 мм до 3 мм. Некоторые виды покрываются оцинковкой, чтобы снизить воздействие агрессивных компонентов в строительных растворах. Дополнительно он покрыт термоустойчивой изоляцией их поливинилхлорида (ПВХ) или полиэстера, она не боится перегибов, истирания, агрессивных сред, прочна и обладает высоким удельным сопротивлением.
Кабель ПНСВ обладает следующими техническими характеристиками:
- Удельное сопротивление составляет 0,15 Ом/м;
- Стабильная работа в температурном диапазоне от -60°C до +50°C;
- На 1 кубометр бетона расходуется до 60 м провода;
- Возможность применения до температур до -25°C;
- Монтаж при температурах до -15°C.
Кабель подключается к холодным концам через провод АПВ из алюминия. Питание может осуществляться через трехфазную сеть 380 В, подключаясь к трансформатору. При правильном расчете ПНСВ может подключаться и к бытовой сети 220 вольт, длина при этом не должна быть менее 120 м. По системе, находящейся в бетонном массиве должен протекать рабочий ток 14-16 А.
Технология прогрева и схема укладки
Перед установкой системы прогрева бетона в зимнее время монтируется опалубка и арматура. После этого раскладывается ПНСВ с интервалом между проводами от 8 до 20 см, в зависимости от наружной температуры, ветра и влажности. Провод не натягивается и прикрепляется к арматуре специальными зажимами. Нельзя допускать изгибов радиусом менее 25 см и перехлестов токоведущих жил. Минимальное расстояние между ними должно составлять 1,5 см, это поможет не допустить короткого замыкания.
Наиболее популярная схема укладки ПНСВ – «змейка», напоминающая систему «теплый пол». Она обеспечивает обогрев максимального объема бетонного массива при экономии греющего кабеля. Перед заливкой в опалубку раствора необходимо убедиться в том, что в ней нет льда, температура смеси не ниже +5°C, а монтаж схемы подключения проведен правильно, на достаточную длину выведены холодные концы.

К проводу ПНСВ прикладывается инструкция, с которой нужно ознакомиться перед тем, как прогреть бетон. Подключение осуществляется через секции шинопроводов двумя способами через схему «треугольник» или «звезда». В первом случае систему разделяют на три параллельных участка, подключаемых к выводам трехфазного понижающего трансформатора. Во втором – три одинаковых провода соединяются в один узел, потом три свободных контакта аналогично подключаются к трансформатору. Питающее устройство устанавливается не далее, чем в 25 м от места подключения, прогреваемый участок обносится ограждением.
Система подключается после полной заливки всего объема строительного раствора. Технология прогрева бетона греющим кабелем ПНСВ включает в себя несколько этапов:
- Разогрев осуществляется со скоростью не более 10°C в час, что обеспечивает равномерное прогревание всего объема.
- Нагрев при постоянной температуре длится до тех пор, пока бетон не наберет половину технологической прочности. Температура не должна превышать 80°C, оптимальный показатель 60°C.
- Остывание бетона должно происходить со скоростью 5°C в час, это поможет избежать растрескивания массива и обеспечит его монолитность.
При соблюдении технологических требований материал наберет марку прочности, соответствующую его составу. По окончанию работ ПНСВ остается в толще бетона и служит дополнительным армирующим элементом.

Нужно отметить, что применять кабель КДБС или ВЕТ значительно проще, поскольку их можно подключать напрямую к сети 220 В через щитовую или розетку. Они разделены на секции, что помогает избежать перегрузки. Но эти кабели стоят дороже ПНСВ, поэтому реже применяется при строительстве крупных объектов.
Еще одна популярная технология – использование опалубки с ТЭН и электродами, когда арматура вставляется в раствор и подключается к сети, используя сварочный аппарат или понижающий трансформатор другого типа. Этот способ прогрева не требует специального греющего кабеля, но более энергозатратен, поскольку вода в бетоне играет роль проводника, а его сопротивление при затвердевании значительно возрастает.
Расчет длины
Чтобы рассчитать длину провода ПНСВ для прогрева бетона требуется учесть несколько основных факторов. Главный критерий – количество тепла, подаваемого на монолит для его нормального затвердевания. Оно зависит от температуры окружающего воздуха, влажности, наличия теплоизоляции, объема и формы конструкции.
В зависимости от температуры определяется шаг укладки кабеля со средней длиной петли от 28 од 36 м. При температуре до -5°C расстояние между жилами или шаг составляет 20 см, с понижением температуры на каждые 5 градусов, он уменьшается на 4 см, при -15°C он составляет 12 см.
При расчете длины важно знать потребляемую мощность нагревательного провода ПНСВ. Для самого популярного диаметра 1,2 мм она равна 0,15 Ом/м, у проводов с большим сечением сопротивление ниже диаметр 2 мм имеет сопротивление 0,044 Ом/м, а 3 мм – 0,02 Ом/м. Рабочий ток в жиле должен быть не более 16 А, поэтому потребляемая мощность одного метра ПНСВ диаметром 1,2 мм равна произведению квадрата силы тока на удельное сопротивление и составляет 38,4 Вт. Чтобы подсчитать суммарную мощность необходимо этот показатель умножить на длину уложенного провода.
Подобным образом рассчитывается и напряжение понижающего трансформатора. Если уложено 100 м ПНСВ диаметром 1,2 мм, то его общее сопротивление составит 15 Ом. Учитывая, что сила тока не более 16 А, находим рабочее напряжение, равное произведению силы тока на сопротивление в данном случае оно будет равно 240 В.

Применение провода ПНСВ – один из самых дешевых способов прогрева бетона. Но он больше годится для применения профессиональными строителями, поскольку для его подключения требуются специальное знание и оборудование. Этот кабель можно применять и в бытовых условиях, правильно рассчитав потребляемую мощность. Снизить расходы при прогреве раствора поможет применение теплоизоляционных материалов, в этом случае нагрев произойдет быстрее, а снижение температуры будет происходить равномернее, что улучшит качество бетона.
Прогрев бетона сварочным аппаратом — схема подключения с кабелем пнсв
Прогрев бетона сварочным аппаратом – один из вариантов решения проблемы замерзания воды и остановки твердения бетонного монолита в условиях пониженной температуры воздуха. Работы с бетоном можно проводить лишь в теплое время года, а когда температура понижается до 0 и дальше, химическая реакция между замерзшей в лед водой и цементом прекращается, процесс твердения останавливается.
При необходимости проводить на строительной площадке работы с бетоном зимой, нужно позаботиться об обогреве и препятствовании замерзанию воды в растворе. Многие мастера принимают решение прогреть бетон сварочным аппаратом, что может быть осуществлено двумя методами – с использованием провода ПНСВ или электродов.
Для электропрогрева бетона при температуре ниже +5 градусов обычно используют воздушные/масляные специальные трехфазные трансформаторы. Правда, для небольших объемов работ в домашних условиях подойдет и сварочный аппарат двухфазного типа.

Что необходимо для подогрева бетона
Чтобы подключить сварочный аппарат и использовать его для прогрева бетона, нужно позаботиться обо всем необходимом. Инструменты и расходники найти обычно не трудно – они есть у всех, кто часто использует сварочный аппарат по назначению.
- Трансформатор – подходящее устройство с максимальным пределом в районе 200-250 А.
- Провод ПНСВ – пару кусков одной длины.
- Одинарный алюминиевый провод диаметром 2.5-4 квадратных миллиметров.
- Хлопчатобумажные ленты для изоляции.
- Пассатижи.
- Токовые клещи.

- Нужно правильно рассчитать время нагрева бетонной конструкции – оно зависит от средней температуры окружающей среды и толщины слоя материала.
- Конструкцию чрезмерно перегревать запрещено – это скажется на качестве так же пагубно, как и замерзание воды.
- Залитый бетонный раствор нужно накрыть тонким слоем из опилок для исключения вероятности сильного испарения воды из смеси и теплоизоляционным материалом для исключения потерь тепла.
- К сварочному устройству допускается подключать исключительно подходящие для работ кабели и электроды.
- С целью проверки напряжения устанавливают контрольную лампу накаливания.
- Сварочную цепь не стоит замыкать на внутрибетонную арматуру, так как это слишком энергозатратно.
Прогрев сварочным аппаратом – проводом ПНСВ
Нагрев бетона сварочным аппаратом может осуществляться за счет подключения к нему проводов ПНСВ. Процесс требует определенных знаний, составленной предварительно схемы и учета ряда нюансов.
- Питаться устройство должно от электрической бытовой сети 200 вольт.
- Конструкция сравнительно простая и эффективная, если все делать правильно.
- Такой вариант предполагает экономичность.
- Удается существенно сократить время застывания бетонной смеси.
- Температуру в монолитной конструкции можно поддерживать в автоматическом режиме.

Схема работы тут идентична использованию масляных трансформаторов, но расчеты осуществляются по-другому. Так, для прогрева бетона с применением сварочного трансформатора и кабеля ПНСВ понадобятся: сварочный аппарат 150-250 А, определенной длины провода ПНСВ, обыкновенный амперметр (клещи), кабель холодных концов из алюминия, обычная изолента на базе ткани.
В качестве примера выполнения расчетов можно взять плиту 3.8 кубических метров величиной 4х5х0.19 метров при температуре воздуха на уровне -12 градусов с использованием сварочного аппарата на 250 А. Кабель ПНСВ режут на куски по 18 метров (для каждого отдельного случая длина может быть разной, тут определялась эмпирическим путем).

Каждый отрезок кабеля может выдержать ток до 25 А. Значит, для 250 А можно взять 10 отрезков. Но желательно оставить небольшой запас, поэтому в примере берут 8 проводов. К каждому из кусков ПНСВ с двух сторон нужно докрутить алюминиевый провод длины достаточной, чтобы скрутка была в толще бетона, а концы (холодные) шли до трансформатора. Скрутку нужно заизолировать изолентой.
Отрезки провода укладываются подвязкой к арматуре с применением пластиковых креплений либо изолированных проводов (чтобы исключить замыкание). В случае с обогревом плиты провод можно крепить ниже верхнего армирования.
![]()
Далее заливается бетон, подключаются клеммы к прямому/обратному выходам сварочного трансформатора, поставленного на минимальное значение тока. Ток измеряют на сварочных проводах (по проводам должно идти до 240 А) и по отрезкам (до 20 А). В процессе прогревания сила тока постепенно будет падать и на аппарате ее нужно будет увеличивать.
Плиты указанных габаритов в итоге приобрели нужный показатель прочности в течение 40 часов. Желательно после заливки бетон укрывать защитной пленкой, чтобы не дать высохнуть преждевременно. Если температуры слишком низкие, на пленку можно смонтировать теплоизоляционный слой.
Подогрев сварочным аппаратом и электродами
Сварочный аппарат и кабель – не единственный вариант прогрева бетона. Использовать можно также электроды, составив правильную схему и продумав все этапы.
- Есть сквозной прогрев, который применяется для бетонных конструкций сложной формы или внушительной толщины. Данный метод предполагает установку электродов на расстоянии минимум 3 сантиметра от опалубки.
- Периферийный способ прогрева предусматривает монтаж электродов на поверхности бетона. Так удается извлечь все нагревающие элементы после того, как бетон застынет.
- Подаваемый на электроды ток нужно постоянно регулировать, так как влага испаряется и этот процесс требует внимания.
- Поверхность нагрева должна быть накрыта специальным теплоизоляционным материалом, это поможет уменьшить тепловые потери с одновременным повышением КПД электродов.
- В случае применения стержневого прогрева электроды нужно монтировать на одинаковом расстоянии, чтобы исключить риск перегрева отдельных зон.
- Электродный прогрев не эффективен для малых изделий/конструкций.
- Текущую температуру бетона нужно постоянно замерять через небольшие промежутки времени.
- Правильная схема подключения электродов обязательно должна создаваться индивидуально для каждого случая.

В данном случае нагревающими элементами являются электроды, которые вживляют в толщу бетона. Ток идет прямо через раствор, в связи с чем отмечают главный минус метода – опасность поражения током людей, которые находятся рядом. Уровень безопасного напряжения составляет до 36 В, если больше – важно обеспечить недопущение на объект животных и людей. Некоторые мастера утверждают, что способ может стать причиной быстрого износа сварочного трансформатора, но это не проверено.
Электроды (арматурные прутья) укладывают в бетонную конструкцию, последовательно соединяя так, чтобы вышло два отрезка, изолированных один от другого. К одному отрезку подключают провод прямой, а к другому – обратный. С целью обеспечения контроля тока между двумя электродами желательно подключить лампу накаливания (но это не обязательно).
Заключение
Греть бетон сварочным аппаратом можно при любой минусовой температуре. Это достаточно эффективный и популярный метод повышения скорости застывания бетонной конструкции и недопущения замерзания воды в смеси. Применение сварочного аппарата для прогрева предполагает использование двух основных методов: подключения кабеля ПНСВ или электродов.
Независимо от применяемой методики, разогретая бетонная конструкция должна быть изолирована от окружающей среды опилками или другим изоляционным материалом, что поможет избежать потери тепла и воды бетоном. Лучшие условия прогрева достигаются при правильном подборе электродов и кабелей, верных расчетах и составленной индивидуально схеме.





